You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Spline BroachingDocument28 pagesSpline BroachingFaraz IshaniNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Broach and Form ToolDocument20 pagesBroach and Form Toolsonu kumarNo ratings yet
- Die Design ParametersDocument3 pagesDie Design ParameterspunkhunkNo ratings yet
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- Forging Processes MEE 3024 2014Document36 pagesForging Processes MEE 3024 2014krunal07786No ratings yet
- ForgingDocument13 pagesForgingstallone21No ratings yet
- A Survey of Metal Forming Process TechnologyDocument30 pagesA Survey of Metal Forming Process Technologyharikg21No ratings yet
- Laminated Object Manufacturing (LOM)Document19 pagesLaminated Object Manufacturing (LOM)PritamKumarPradhan100% (3)
- Flow Stress or True StressDocument7 pagesFlow Stress or True StressRajshekar NagarajNo ratings yet
- Introduction To Forging ProcessDocument8 pagesIntroduction To Forging ProcessSirat kalsiiNo ratings yet
- Welding Processes and TechniqueDocument49 pagesWelding Processes and TechniqueRanendraNo ratings yet
- Tool DesignDocument48 pagesTool DesignPAVIN ENGGNo ratings yet
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiNo ratings yet
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 pagesWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunNo ratings yet
- Turning and Drilling PPT MFG Chapter23 FinalDocument78 pagesTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNo ratings yet
- Basic Concepts of Sequence Design For Cold Forging Parts.Document3 pagesBasic Concepts of Sequence Design For Cold Forging Parts.david2404No ratings yet
- Theory of Metal CuttingDocument24 pagesTheory of Metal CuttingOmkar BedadeNo ratings yet
- My ForgingDocument20 pagesMy ForgingRam Janm SinghNo ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- Drop ForgingDocument5 pagesDrop ForgingVishnu Attitude CountsNo ratings yet
- Module 2 - GEARS Lecture 5 - Gear ManufacturingDocument25 pagesModule 2 - GEARS Lecture 5 - Gear ManufacturingNikhil B RamNo ratings yet
- Mechanical Working of MetalsDocument76 pagesMechanical Working of MetalsPradip GuptaNo ratings yet
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Document29 pagesCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- Mini Review On Desiging of Press Tools For Sheet Metal PartsDocument11 pagesMini Review On Desiging of Press Tools For Sheet Metal Partsdhananjaya_eeeNo ratings yet
- Metal FormingDocument49 pagesMetal FormingtejasNo ratings yet
- Forging Processes: Satya Amarnadh ParimiDocument26 pagesForging Processes: Satya Amarnadh ParimiamarparimiNo ratings yet
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 pagesCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNo ratings yet
- Design of Single Point Cutting ToolDocument11 pagesDesign of Single Point Cutting ToolSiddharth DubeyNo ratings yet
- Cutting & Stripping MCDocument2 pagesCutting & Stripping MCMuh TadinNo ratings yet
- Inding MachineDocument22 pagesInding MachineVikrant SharmaNo ratings yet
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- What Is CastingDocument10 pagesWhat Is CastingMuneeb RehmanNo ratings yet
- Explosive WeldingDocument18 pagesExplosive WeldingShivam SharmaNo ratings yet
- Generalitati Mold DesignDocument9 pagesGeneralitati Mold DesignStefan VladNo ratings yet
- Unit I - Theory of Metal CuttingDocument111 pagesUnit I - Theory of Metal CuttingSaravana KumarNo ratings yet
- Hydraulic Sheet Bending MachineDocument15 pagesHydraulic Sheet Bending MachineNitinNo ratings yet
- 1 s2.0 S0143974X21002212 MainDocument14 pages1 s2.0 S0143974X21002212 MainRavi PadmanabhanNo ratings yet
- For Wood Cutter MachineDocument19 pagesFor Wood Cutter MachineRahul Rajput100% (1)
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Forging FundamentalsDocument23 pagesForging FundamentalsJoNo ratings yet
- Pattern AllowancesDocument19 pagesPattern Allowancesimamuddeen100% (3)
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDocument17 pages15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Cutting Tool MaterialsDocument5 pagesCutting Tool MaterialsMichael MeltzNo ratings yet
- Lecture 5-Machining OperationsDocument55 pagesLecture 5-Machining OperationsAhmad OmarNo ratings yet
- Wired Cut (Edm) ReportDocument12 pagesWired Cut (Edm) ReportdonatbesarNo ratings yet
- Press Working TerminologyDocument16 pagesPress Working TerminologyAadrika UmashankarNo ratings yet
- 1325 Portable CNC Cutting MachineDocument9 pages1325 Portable CNC Cutting MachineJorge Ligeti LandersNo ratings yet
- Extrusion Design GuideDocument12 pagesExtrusion Design GuideL.A. AlumíniosNo ratings yet
- NetShape MIM Design GuideDocument13 pagesNetShape MIM Design Guidegnk68No ratings yet
- Modern Machining Processes PDFDocument11 pagesModern Machining Processes PDFRajesh Choudhary100% (1)
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- Abrasive Water Jet MachiningDocument14 pagesAbrasive Water Jet MachiningSanjay SharmaNo ratings yet
- Lecture 10 Binder JettingDocument23 pagesLecture 10 Binder Jettingshanur begulajiNo ratings yet
- Broaching MachineDocument20 pagesBroaching Machineravi upadhyayNo ratings yet
- Broaching MachinesDocument8 pagesBroaching MachinesJaya RamanNo ratings yet
- Broaching MachineDocument8 pagesBroaching MachineJaya RamanNo ratings yet
- Broaching MachineDocument8 pagesBroaching MachineJaya RamanNo ratings yet
- Od TK Fa LFT Top Steel Tower Rg.380-790: User ManualDocument21 pagesOd TK Fa LFT Top Steel Tower Rg.380-790: User ManualnguyenvantrucNo ratings yet
- C11 OWNER'S MANUAL - CrosmanDocument3 pagesC11 OWNER'S MANUAL - CrosmanPavel DavydovNo ratings yet
- Grupo de Potência HidráulicaDocument24 pagesGrupo de Potência HidráulicaelizeuNo ratings yet
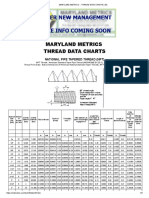
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- S Curve Instrument CepuDocument1 pageS Curve Instrument CepuRicardo NapitupuluNo ratings yet
- IBM Selectric II Typewriter Operating InstructionsDocument28 pagesIBM Selectric II Typewriter Operating InstructionsalaserNo ratings yet
- Catalogo BDTDocument84 pagesCatalogo BDTPanthep PattongNo ratings yet
- Quarter 4: Electrical Maintenance: Teacher: Jolina Mae C. Anit, LPTDocument35 pagesQuarter 4: Electrical Maintenance: Teacher: Jolina Mae C. Anit, LPTJolina AnitNo ratings yet
- Chapter 4 Basic Construction PrinciplesDocument33 pagesChapter 4 Basic Construction PrinciplesMifzal Izzani0% (1)
- Pratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3040594Document58 pagesPratt & Whitney Canada: Illustrated Parts Catalog MANUAL PART NO. 3040594budibae206No ratings yet
- LatheDocument8 pagesLathevinothkumarNo ratings yet
- Tle Room InventoryDocument3 pagesTle Room InventoryChanda Adto Magno100% (2)
- Electric Drain Valve - BrochureDocument2 pagesElectric Drain Valve - BrochureSuresh NathNo ratings yet
- A11-13-25 Electrical Control TransmissionDocument53 pagesA11-13-25 Electrical Control TransmissionhazeqqNo ratings yet
- MCQ in Machine Design and Shop Practice Part 8 ME Board ExamDocument12 pagesMCQ in Machine Design and Shop Practice Part 8 ME Board Examtagne simo rodrigue100% (1)
- Piping PDSDocument2 pagesPiping PDSsunii19847908No ratings yet
- AUMA, Assembly InstructionsDocument2 pagesAUMA, Assembly InstructionsGordinhorsNo ratings yet
- WPN / System (S) Picture Caliber (MM) Fire Mode Ammo Type Ranges: Remarks Rate of Fire/ Practical/ Cyclic (RPM) Combat Load, TypicalDocument7 pagesWPN / System (S) Picture Caliber (MM) Fire Mode Ammo Type Ranges: Remarks Rate of Fire/ Practical/ Cyclic (RPM) Combat Load, TypicalSaikou Oumar BangouraNo ratings yet
- Fatima On-Site Report - Retrofit SA 5 To SAIQ - SP1905016 FATIMAFERT PDFDocument6 pagesFatima On-Site Report - Retrofit SA 5 To SAIQ - SP1905016 FATIMAFERT PDFB Lal MughalNo ratings yet
- 107 Hand Tool Field Maintenance v0311Document8 pages107 Hand Tool Field Maintenance v0311rabbit_39No ratings yet
- NEWKer CNC CatalogDocument21 pagesNEWKer CNC Catalogyaminis61No ratings yet
- Victora Tool EngineersDocument46 pagesVictora Tool Engineersnitishtiwari346No ratings yet
- Fitting Catalog 2013: Maret 2013 - 112Document39 pagesFitting Catalog 2013: Maret 2013 - 112SujokoTeeNo ratings yet
- Market Survey of SwitchDocument120 pagesMarket Survey of Switchgoresh sainiNo ratings yet
- York-Laser (Fan Coil Catalogue)Document6 pagesYork-Laser (Fan Coil Catalogue)KundzoNo ratings yet
- KMIA ILS Runway 09 Approach ChartDocument1 pageKMIA ILS Runway 09 Approach ChartRichard SteelNo ratings yet
- Traub Tnl12 enDocument9 pagesTraub Tnl12 enGustavo AlmeidaNo ratings yet
- 5 StarDocument70 pages5 StarAdityaPatniNo ratings yet
- Eatonroadranger RTX-14609RDocument46 pagesEatonroadranger RTX-14609RDirtyDiesel.peNo ratings yet
- Keys CouplingDocument42 pagesKeys Couplingjethro ganeloNo ratings yet