You might also like
- College of Engineering: Optimal Economic Load Dispatch Using Novel Bat AlgorithmDocument23 pagesCollege of Engineering: Optimal Economic Load Dispatch Using Novel Bat AlgorithmJean-nette BarlisanNo ratings yet
- Congestion Management 6Document8 pagesCongestion Management 6Anonymous TJRX7CNo ratings yet
- Fuzzified Multiobjective PSO For Optimising The Cost, Emission, Losses With Voltage Stability ConstraintsDocument14 pagesFuzzified Multiobjective PSO For Optimising The Cost, Emission, Losses With Voltage Stability ConstraintsInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Using Genetic Algorithm Minimizing Length of Air-Gap and Losses Along With Maximizing Efficiency For Optimization of Three Phase Induction MotorDocument7 pagesUsing Genetic Algorithm Minimizing Length of Air-Gap and Losses Along With Maximizing Efficiency For Optimization of Three Phase Induction MotorInternational Journal of computational Engineering research (IJCER)No ratings yet
- Unit CommitmentthesispdfDocument9 pagesUnit Commitmentthesispdfmichellebenedictcambridge100% (2)
- Power Generation Schedule For Economical Aspects Using Evolutionary TechniqueDocument3 pagesPower Generation Schedule For Economical Aspects Using Evolutionary TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Hybrid Bacteria Foraging-De Based Algorithm For Economic Load Dispatch With Non-Convex LoadsDocument7 pagesHybrid Bacteria Foraging-De Based Algorithm For Economic Load Dispatch With Non-Convex LoadsShibashis PradhanNo ratings yet
- Economic Load Dispatch Using A Chemotactic Differential Evolution AlgorithmDocument8 pagesEconomic Load Dispatch Using A Chemotactic Differential Evolution AlgorithmSandeep SahuNo ratings yet
- Unit Commitment ThesisDocument4 pagesUnit Commitment Thesisbsh6df70100% (2)
- Dynamics and Design Genetic by Algorithm Optimization Coupling Computational Fluid Dynamics and Genetic AlgorithmDocument14 pagesDynamics and Design Genetic by Algorithm Optimization Coupling Computational Fluid Dynamics and Genetic AlgorithmBrian Quintero ArboledaNo ratings yet
- MSC Thesis DissertationDocument8 pagesMSC Thesis DissertationHelpWithWritingAPaperCanada100% (1)
- Electric Power Systems Research: Differential Evolution Algorithm For Optimal Reactive Power DispatchDocument7 pagesElectric Power Systems Research: Differential Evolution Algorithm For Optimal Reactive Power DispatchspuzzarNo ratings yet
- Short Term Unit CommitmentDocument14 pagesShort Term Unit CommitmentSaheem ZafarNo ratings yet
- 10 1 1 98 9640 PDFDocument7 pages10 1 1 98 9640 PDFDev RaiNo ratings yet
- A Novel Opposition Based Tuned Chaotic Differential Evolution Technique For Techno Economic Analysis by Optimal Placement of Distributed GenerationDocument23 pagesA Novel Opposition Based Tuned Chaotic Differential Evolution Technique For Techno Economic Analysis by Optimal Placement of Distributed Generationredstitch15No ratings yet
- Thesis On Economic Load Dispatch Using Genetic AlgorithmDocument6 pagesThesis On Economic Load Dispatch Using Genetic Algorithmambervoisineanchorage100% (1)
- Anticipating Failures With Substance-Field InversionDocument11 pagesAnticipating Failures With Substance-Field InversionThomas RuheNo ratings yet
- dp0241 PDFDocument24 pagesdp0241 PDFbarbieNo ratings yet
- A Genetic Algorithm Approach For Solving Ac-Dc Optimal Power Flow ProblemDocument14 pagesA Genetic Algorithm Approach For Solving Ac-Dc Optimal Power Flow ProblemJoe RanteNo ratings yet
- Optimization in Design of Electric MachinesDocument10 pagesOptimization in Design of Electric MachinesRituvic PandeyNo ratings yet
- A Multi-Objective Optimal Power Flow Using Particle Swarm OptimizationDocument18 pagesA Multi-Objective Optimal Power Flow Using Particle Swarm OptimizationSurya Ch VenkataNo ratings yet
- General Electric DissertationDocument5 pagesGeneral Electric DissertationPayToWriteMyPaperHuntsville100% (1)
- Power Plant PerformanceDocument123 pagesPower Plant Performance9511330975% (4)
- Pgjonline-Com-MagaDocument16 pagesPgjonline-Com-MagaJagdish mogaNo ratings yet
- Chapter - 1: Another Problem During The Time of Optimizing Any Objective FunctionsDocument14 pagesChapter - 1: Another Problem During The Time of Optimizing Any Objective FunctionsHossein HosseinNo ratings yet
- Production FrontierDocument131 pagesProduction FrontierAishatu Musa AbbaNo ratings yet
- 411 1713 2 PB Expansion PDFDocument15 pages411 1713 2 PB Expansion PDFkaren dejoNo ratings yet
- BIW Structure Development in Accordance With PassiDocument10 pagesBIW Structure Development in Accordance With PassideepuNo ratings yet
- In the simplest case, an optimization problem consists of maximizing or minimizing a real function by systematically choosing input values from within an allowed set and computing the value of the function. The generalization of optimization theory and techniques to other formulations comprises a large area of applied mathematics. More generally, optimization includes finding "best available" values of some objective function given a defined domain (or a set of constraints), including a variety of different types of objective functions and different types of domains.Document7 pagesIn the simplest case, an optimization problem consists of maximizing or minimizing a real function by systematically choosing input values from within an allowed set and computing the value of the function. The generalization of optimization theory and techniques to other formulations comprises a large area of applied mathematics. More generally, optimization includes finding "best available" values of some objective function given a defined domain (or a set of constraints), including a variety of different types of objective functions and different types of domains.abhywaNo ratings yet
- Switch Placement Algorithm For Reducing Customers Outage Impacts On Radial Distribution NetworksDocument6 pagesSwitch Placement Algorithm For Reducing Customers Outage Impacts On Radial Distribution NetworksSholat DhuhaNo ratings yet
- Analysis of Economic Load Dispatch Using Genetic AlgorithmDocument7 pagesAnalysis of Economic Load Dispatch Using Genetic AlgorithmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Application of Optimization Techniques in The Power System ControlDocument16 pagesApplication of Optimization Techniques in The Power System ControlPramod BhattNo ratings yet
- Advanced Process Control of A B-9 Permasep@ Permeator Desalination Pilot Plant. Burden. 2000. DesalinationDocument13 pagesAdvanced Process Control of A B-9 Permasep@ Permeator Desalination Pilot Plant. Burden. 2000. DesalinationEdgar HuancaNo ratings yet
- Genetic Algorithms in OptimizationDocument38 pagesGenetic Algorithms in OptimizationssbhonsaleNo ratings yet
- Mechanical Model For Quadcopter UAVDocument86 pagesMechanical Model For Quadcopter UAVmatteoragni100% (2)
- A Modified Shuffled-Frog-Leaping Algorithm For Optimizing Bridge-Deck RepairsDocument10 pagesA Modified Shuffled-Frog-Leaping Algorithm For Optimizing Bridge-Deck RepairsCuongLe CùiBắp ThíchĂnchuốiNo ratings yet
- Genetic Algorithm For Solving The Economic Load DispatchDocument6 pagesGenetic Algorithm For Solving The Economic Load DispatchSatyendra Pratap SinghNo ratings yet
- A Multi-Criterion Decision-Making On Preventive MaintenanceDocument9 pagesA Multi-Criterion Decision-Making On Preventive Maintenanceieom2012No ratings yet
- Application Methods For Genetic Algorithms For The Search of Feed Positions in The Design of A Reactive Distillation ProcessDocument10 pagesApplication Methods For Genetic Algorithms For The Search of Feed Positions in The Design of A Reactive Distillation ProcessAdam BuchananNo ratings yet
- Economic Dispatch of Power System Optimization With Power Generation Schedule Using Evolutionary TechniqueDocument8 pagesEconomic Dispatch of Power System Optimization With Power Generation Schedule Using Evolutionary TechniqueSandip Kumar SahooNo ratings yet
- Thesis On Assembly Line BalancingDocument7 pagesThesis On Assembly Line Balancinggbxm8h7g100% (2)
- Replacement in Anticipation of Failure.Document11 pagesReplacement in Anticipation of Failure.mbapritiNo ratings yet
- Transformer Design OptimizationDocument6 pagesTransformer Design OptimizationOdhah AlShahraniNo ratings yet
- Thesis Genetic AlgorithmDocument7 pagesThesis Genetic Algorithmcarmensanbornmanchester100% (1)
- Test Methods For Determining The Impact of Motor Condition On Motor Efficiency and ReliabilityDocument9 pagesTest Methods For Determining The Impact of Motor Condition On Motor Efficiency and ReliabilityAmin Mustangin As-SalafyNo ratings yet
- Mfadt Thesis 2013Document6 pagesMfadt Thesis 2013ericaspiveyjackson100% (2)
- PHD Thesis On Advanced Manufacturing TechnologyDocument7 pagesPHD Thesis On Advanced Manufacturing Technologybrittanyjonescolumbia100% (2)
- Hyrid Eergy Ca2Document11 pagesHyrid Eergy Ca2Bryan TokoNo ratings yet
- Economic Load Dispatch Using Genetic AlgorithmDocument13 pagesEconomic Load Dispatch Using Genetic AlgorithmsivagamipalaniNo ratings yet
- Ijeet: International Journal of Electrical Engineering & Technology (Ijeet)Document7 pagesIjeet: International Journal of Electrical Engineering & Technology (Ijeet)IAEME PublicationNo ratings yet
- GA Based Optimal Placement of SVC For Minimizing Installation Cost and Voltage DeviationsDocument8 pagesGA Based Optimal Placement of SVC For Minimizing Installation Cost and Voltage DeviationsSuryaNo ratings yet
- Comprehensive Learning Particle Swarm Optimization (CLPSO) For Multi-Objective Optimal Power FlowDocument9 pagesComprehensive Learning Particle Swarm Optimization (CLPSO) For Multi-Objective Optimal Power FlowabhywaNo ratings yet
- Genetic Algorithm For Vehicle Routing Problem With BackhaulsDocument8 pagesGenetic Algorithm For Vehicle Routing Problem With BackhaulsYuri Adixs Ucux'saeNo ratings yet
- Optimal Distributed Generation Siting and Sizing by Considering Harmonic Limits Using SLPSODocument6 pagesOptimal Distributed Generation Siting and Sizing by Considering Harmonic Limits Using SLPSOIJLRESNo ratings yet
- Thesis Electric VehicleDocument8 pagesThesis Electric VehicleBuyPapersForCollegeOnlineSingapore100% (2)
- Taguchi Based Six SigmaDocument10 pagesTaguchi Based Six SigmabalakaleesNo ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Computational Methods for Process SimulationFrom EverandComputational Methods for Process SimulationRating: 3 out of 5 stars3/5 (1)
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionFrom EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionRating: 5 out of 5 stars5/5 (3)
- Energy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyFrom EverandEnergy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyChristine JuniorNo ratings yet
- Bank Nifty Short Term CorrectionDocument1 pageBank Nifty Short Term CorrectionHitesh RanaNo ratings yet
- AICTE - GTU FDP ScheduleDocument2 pagesAICTE - GTU FDP ScheduleHitesh RanaNo ratings yet
- PemDocument3 pagesPemR C Shah SubhamengineersNo ratings yet
- FMD 3141907Document3 pagesFMD 3141907Hitesh RanaNo ratings yet
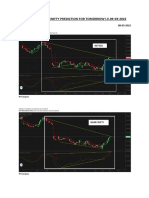
- Nifty50 & Bank Nifty Prediction For TomorrowDocument2 pagesNifty50 & Bank Nifty Prediction For TomorrowHitesh RanaNo ratings yet
- NILAM Demo On Heat ExchangerDocument18 pagesNILAM Demo On Heat ExchangerHitesh Rana0% (1)
- Mohrs Circle DemoDocument8 pagesMohrs Circle DemoHitesh RanaNo ratings yet
- Analysis of Plane TrussesDocument4 pagesAnalysis of Plane TrussesHitesh RanaNo ratings yet
- Tribology PresentationDocument30 pagesTribology PresentationHitesh RanaNo ratings yet
- FEM PresentationDocument42 pagesFEM PresentationHitesh Rana100% (1)
- Gujarat Technological University: Mechanical (Cad/Cam) (08) / Mechanical (Machine Design) (09) SUBJECT CODE: 2740803Document2 pagesGujarat Technological University: Mechanical (Cad/Cam) (08) / Mechanical (Machine Design) (09) SUBJECT CODE: 2740803Hitesh RanaNo ratings yet
- Property $E - 1$ $E - 2$ $E - 3$ $G - (12) $ $G - (13) $ Epoxy FiberDocument2 pagesProperty $E - 1$ $E - 2$ $E - 3$ $G - (12) $ $G - (13) $ Epoxy FiberHitesh RanaNo ratings yet
- Effect of Fibre OrientationDocument19 pagesEffect of Fibre OrientationHitesh RanaNo ratings yet
- FDMDocument3 pagesFDMHitesh RanaNo ratings yet
- Gujarat Technological University: Mechanical (Cad/Cam) (08) / Mechanical (Machine Design) (09) SUBJECT CODE: 2740803Document2 pagesGujarat Technological University: Mechanical (Cad/Cam) (08) / Mechanical (Machine Design) (09) SUBJECT CODE: 2740803Hitesh RanaNo ratings yet
- FMLDocument1 pageFMLHitesh RanaNo ratings yet
- Simulation of Mode I Crack Growth in Polymers by Crazing - 2000 - International Journal of Solids and Structures PDFDocument21 pagesSimulation of Mode I Crack Growth in Polymers by Crazing - 2000 - International Journal of Solids and Structures PDFHitesh RanaNo ratings yet
- Material Requirement PlanningDocument6 pagesMaterial Requirement PlanningHitesh RanaNo ratings yet
- Mathematics OutlineDocument2 pagesMathematics OutlinezahraNo ratings yet
- Support Dept Cost Allocation - 3 Allocation MethodsDocument6 pagesSupport Dept Cost Allocation - 3 Allocation MethodsSophie PearsonNo ratings yet
- Zurich AxiomsDocument20 pagesZurich AxiomsAdel OmarNo ratings yet
- Legrange & Serendipity PDFDocument14 pagesLegrange & Serendipity PDFvinodh159No ratings yet
- Back TrackDocument37 pagesBack TrackMITALBAHEN DHOLAKIYANo ratings yet
- CH 7 V12Document87 pagesCH 7 V12ZgjimNo ratings yet
- Complex NumberDocument49 pagesComplex NumberBhukya SandeepNo ratings yet
- GRP 3Document2 pagesGRP 3sourabh_sanwalrajputNo ratings yet
- LFSR TutorialDocument48 pagesLFSR Tutorialmmdiego_13No ratings yet
- Rubrica Q4 P1 Par2 2021 1-1-1Document6 pagesRubrica Q4 P1 Par2 2021 1-1-1Carla RamirezNo ratings yet
- Regular Expressions: Deepak D'SouzaDocument23 pagesRegular Expressions: Deepak D'SouzaRichar MarcanoNo ratings yet
- Abstract Algebra - Wikipedia, The Free EncyclopediaDocument5 pagesAbstract Algebra - Wikipedia, The Free EncyclopediastaldNo ratings yet
- MTH 112, Pre-Calculus Algebra 2020 Fall Term (21 Sep, 2020 - 09 Jan, 2021)Document2 pagesMTH 112, Pre-Calculus Algebra 2020 Fall Term (21 Sep, 2020 - 09 Jan, 2021)huy tranNo ratings yet
- Chapter 4 DBM 10063Document20 pagesChapter 4 DBM 10063LimitverseNo ratings yet
- Project Math 2Document18 pagesProject Math 2farisdanialfadliNo ratings yet
- Laws of Exponents CompleteDocument9 pagesLaws of Exponents Completemary remie rose marsala100% (1)
- Math Tools - Liner InequalitiesDocument23 pagesMath Tools - Liner InequalitiesJerico de GuzmanNo ratings yet
- Simultaneous Equation With MatricesDocument8 pagesSimultaneous Equation With MatricesabasNo ratings yet
- Intro To FEM For Thermal and Stress Analysis With Matlab SOFEADocument196 pagesIntro To FEM For Thermal and Stress Analysis With Matlab SOFEADannyNo ratings yet
- Math10 - Q2 - Week 5Document10 pagesMath10 - Q2 - Week 5Venice Gwyn ChavezNo ratings yet
- Application of Derivatives - JEE (Main) - 2024Document77 pagesApplication of Derivatives - JEE (Main) - 2024Ritheesh NagarajanNo ratings yet
- 6th Maths 2nd AssessmentDocument3 pages6th Maths 2nd AssessmentDar-e -Arqam SchoolNo ratings yet
- Week # 01Document19 pagesWeek # 01muhammad umairNo ratings yet
- Singapore Mathematical Olympiads (2010)Document64 pagesSingapore Mathematical Olympiads (2010)SMS_SMO75% (4)
- Math8 - q1 - Mod1b - Factoring Perfect Square and General Trinomials - 08092020Document29 pagesMath8 - q1 - Mod1b - Factoring Perfect Square and General Trinomials - 08092020Ferdinand AsuncionNo ratings yet
- More About Turing Machines: "Programming Tricks" Restrictions Extensions Closure PropertiesDocument54 pagesMore About Turing Machines: "Programming Tricks" Restrictions Extensions Closure PropertiesLalalalalalaNo ratings yet
- Satyan L. Devadoss - A Space of CyclohedraDocument18 pagesSatyan L. Devadoss - A Space of CyclohedraSwertyyNo ratings yet
- Command Description !: Page 1 of 53Document53 pagesCommand Description !: Page 1 of 53Raul Panca PancaNo ratings yet
- Square Root Functions Domain, RangeDocument13 pagesSquare Root Functions Domain, Rangepaolo furioNo ratings yet
- MAT 1332 Final Exam Version ADocument18 pagesMAT 1332 Final Exam Version AGülhan ÇıldırNo ratings yet