You might also like
- Critical Changes To ASME and ISO GD&T Standards 2018Document31 pagesCritical Changes To ASME and ISO GD&T Standards 2018Juan Posada GNo ratings yet
- Love My LifeDocument5 pagesLove My LifeLinda Veronica0% (1)
- Calypso Basic ManualDocument250 pagesCalypso Basic ManualGustavoVazquez100% (1)
- Rational PCDMIS V5.5Document604 pagesRational PCDMIS V5.5Nguyen Quyet Thang50% (2)
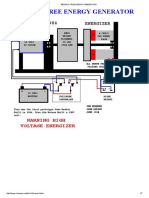
- Bedini's Free Energy Generator PDFDocument7 pagesBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)
- ASME Y14-5 2009 GDT-Tandler PDFDocument177 pagesASME Y14-5 2009 GDT-Tandler PDFswoo323100% (2)
- CMM Good Practice GuideDocument113 pagesCMM Good Practice GuideMark Hauser100% (4)
- Alignment Review PDFDocument8 pagesAlignment Review PDFthantalosNo ratings yet
- Eng Pcdmis 2021.1 Core ManualDocument3,285 pagesEng Pcdmis 2021.1 Core ManualGuest User100% (1)
- PC Dmis TrainingDocument94 pagesPC Dmis TrainingRui Pedro Ribeiro100% (2)
- GD&T Seminar on Mobility of Tolerance ZonesDocument32 pagesGD&T Seminar on Mobility of Tolerance ZoneshamartinezNo ratings yet
- Calypso C-M-M-GUIDEDocument586 pagesCalypso C-M-M-GUIDEMark Hauser100% (15)
- PC Dmis TrainingDocument94 pagesPC Dmis Trainingviorelu99100% (1)
- gpg41 CMMDocument119 pagesgpg41 CMMHelton MotaNo ratings yet
- CMM-GDT Measurement Planning Hand-Out PDFDocument16 pagesCMM-GDT Measurement Planning Hand-Out PDFDanAV25100% (1)
- Calypso 13 MetrotomografieDocument44 pagesCalypso 13 MetrotomografieDragu StelianNo ratings yet
- Hexagon Pc-Dmis 07 - Editing A Measurement RoutineDocument47 pagesHexagon Pc-Dmis 07 - Editing A Measurement RoutinenalbanskiNo ratings yet
- PC-DMIS HotkeysDocument8 pagesPC-DMIS HotkeysRobotNo ratings yet
- MCOSMOS Rack Alignment v3.2 - SCR200 Jul11Document22 pagesMCOSMOS Rack Alignment v3.2 - SCR200 Jul11sensacje100% (1)
- Pages From Cinematography-Theory and PracticeDocument74 pagesPages From Cinematography-Theory and PracticeSalazar SliterinNo ratings yet
- PDF Um Geopak Engl v3.0Document500 pagesPDF Um Geopak Engl v3.0shoobi8275% (4)
- Coordinate Measuring Machine (CMM)Document67 pagesCoordinate Measuring Machine (CMM)nurul aini0% (1)
- Mitutoyo Crysta Apex SDocument12 pagesMitutoyo Crysta Apex Sjeremy pohNo ratings yet
- Pcdmis ProDocument175 pagesPcdmis ProKemalMalovcic100% (2)
- CMM Probing, Good Practice GuideDocument104 pagesCMM Probing, Good Practice GuideTomas Trojci Trojcak100% (1)
- GD&T PCDMIS Training ManualDocument54 pagesGD&T PCDMIS Training ManualBaneMarkovic100% (3)
- Autocad Lecture NotesDocument9 pagesAutocad Lecture NotesalbertNo ratings yet
- GDT Pcdmis Training Manual Issue 1 PDFDocument54 pagesGDT Pcdmis Training Manual Issue 1 PDFamr_akram_2100% (1)
- PC-DMIS CMM Manual Measurement GuideDocument8 pagesPC-DMIS CMM Manual Measurement GuidezavodlNo ratings yet
- How to choose between CMM touch-trigger and scanning probesDocument60 pagesHow to choose between CMM touch-trigger and scanning probesKemalMalovcicNo ratings yet
- ASME Y14.5-2009, Geometric Boundaries 2Document9 pagesASME Y14.5-2009, Geometric Boundaries 2Keith Admin60% (5)
- Essentials Poly Works InspectorDocument706 pagesEssentials Poly Works InspectorNathan JamisonNo ratings yet
- Polyworks Scanning PackageDocument670 pagesPolyworks Scanning PackagevigneshwarNo ratings yet
- ETSE Zeiss Simply MeasureDocument17 pagesETSE Zeiss Simply MeasureDragu StelianNo ratings yet
- Essentials Poly Works Inspector Probing PackageDocument463 pagesEssentials Poly Works Inspector Probing PackageFabianoCRZ100% (1)
- Good Practice Guide - CMM Verification NPL PDFDocument112 pagesGood Practice Guide - CMM Verification NPL PDFCDELVO1382No ratings yet
- PC Dmis Basic PDFDocument349 pagesPC Dmis Basic PDFmikadoturk67% (3)
- Poly Works Inspector Reference GuideDocument3,133 pagesPoly Works Inspector Reference GuidetiborNo ratings yet
- PC DMIS 4.0 - Reference - Manual ESPDocument1,536 pagesPC DMIS 4.0 - Reference - Manual ESPAlbert Solsona100% (1)
- Manual CalypsoDocument1,296 pagesManual CalypsoLuis Ricardo Rodriguez RosalesNo ratings yet
- Calypso 4.0Document860 pagesCalypso 4.0Javier Arriaga100% (2)
- Calypso 06 Characteristic inDocument30 pagesCalypso 06 Characteristic inDragu Stelian100% (1)
- PC Dmis": Brown HorpeDocument222 pagesPC Dmis": Brown Horpepvssrh992950% (2)
- GD&T PosterDocument1 pageGD&T Posterssaramail100% (1)
- PC Dmis Reporting Training Level 1Document149 pagesPC Dmis Reporting Training Level 1Alex CrastoNo ratings yet
- Elements, Compounds and Mixtures ClassificationDocument8 pagesElements, Compounds and Mixtures ClassificationMinorNo ratings yet
- Solution Manual-Chemical Engineering Thermodynamics - Smith Van NessDocument621 pagesSolution Manual-Chemical Engineering Thermodynamics - Smith Van NessSurya Budi Widagdo87% (184)
- Feature Recall: Calypso Programming OverviewDocument9 pagesFeature Recall: Calypso Programming OverviewasifNo ratings yet
- Composite Beams & Columns To Eurocode 4Document155 pagesComposite Beams & Columns To Eurocode 4dfdfdfasd324sad100% (2)
- ZEISS CALYPSO Release Information en PDFDocument87 pagesZEISS CALYPSO Release Information en PDFcmm547750% (2)
- ETSE Zeiss Strategy - PpsDocument20 pagesETSE Zeiss Strategy - Ppsasif100% (2)
- 2020 McosmosDocument12 pages2020 McosmosKarthik Red100% (3)
- Geometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionFrom EverandGeometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionNo ratings yet
- Off-Line Programming of CMMDocument42 pagesOff-Line Programming of CMMLucianNo ratings yet
- True Position Use of DatumsDocument5 pagesTrue Position Use of DatumsRajesh KumarNo ratings yet
- CMM CAD Programming 1Document9 pagesCMM CAD Programming 1Supriya SahuNo ratings yet
- GD&T - Application and Interpretation, 6th EditionDocument2 pagesGD&T - Application and Interpretation, 6th Editionmick.pride810% (4)
- Engr 22 Lec 20 Sp07 GDT 2 Bonus TolDocument28 pagesEngr 22 Lec 20 Sp07 GDT 2 Bonus TolpdmnbraoNo ratings yet
- Civil 3D, The ModernDocument60 pagesCivil 3D, The ModernCarlos Macedo CarvalhoNo ratings yet
- AutoCAD User Manual - CAD Lab 7 NotesDocument4 pagesAutoCAD User Manual - CAD Lab 7 NotesKabirAlMamunNo ratings yet
- Cad Cam FileDocument29 pagesCad Cam FileLovely SainiNo ratings yet
- 3D Linear Elastic Stress Analysis of a BracketDocument6 pages3D Linear Elastic Stress Analysis of a BracketenggabhiNo ratings yet
- RCE2018 math and geometry problems solutions under 40 charactersDocument1 pageRCE2018 math and geometry problems solutions under 40 charactersArwin VillegasNo ratings yet
- Cluster ExpansionDocument4 pagesCluster ExpansionflytrapsolNo ratings yet
- Principles of CT and CT TechnologyDocument15 pagesPrinciples of CT and CT TechnologyLida Velasquez SierraNo ratings yet
- Learning Plan in Grade 8 and Grade 7Document14 pagesLearning Plan in Grade 8 and Grade 7marilyncomia73100% (3)
- 03 Modern Photoelectric Effect LabDocument3 pages03 Modern Photoelectric Effect LabJuan David ParraNo ratings yet
- Elzaki Transform For Two Tank Mixing Problems PDFDocument15 pagesElzaki Transform For Two Tank Mixing Problems PDFMarvin LabajoNo ratings yet
- 4363 111 Machine Design IDocument6 pages4363 111 Machine Design Iyogesh_b_k100% (2)
- Fluent 6.0 Staff Training Combustion and DPMDocument30 pagesFluent 6.0 Staff Training Combustion and DPMZakManNo ratings yet
- Theory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsDocument17 pagesTheory of Chemical Kinetics and Charge Transfer Based On Nonequilibrium ThermodynamicsYoana Yoa YoaNo ratings yet
- Thesis MainDocument144 pagesThesis MainIvan GrkajacNo ratings yet
- Skema Chemistry Paper 3Document8 pagesSkema Chemistry Paper 3nurul atiqahNo ratings yet
- Development of Biomass-Based Plastic Resins From Natural Algal PolysaccharidesDocument72 pagesDevelopment of Biomass-Based Plastic Resins From Natural Algal Polysaccharidesjustin_domingo_2100% (2)
- Materials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingDocument3 pagesMaterials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingLucio Rodriguez SifuentesNo ratings yet
- Zetex HandbookDocument8 pagesZetex HandbookbolermNo ratings yet
- Solar System and Astronomy FactsDocument535 pagesSolar System and Astronomy FactsKavita KrishnamorthiNo ratings yet
- Adjoint Rans With Filtered Shape Derivatives For Hydrodynamic OptimisationDocument11 pagesAdjoint Rans With Filtered Shape Derivatives For Hydrodynamic Optimisationvolo87No ratings yet
- Measuring Vapour Pressure of Hydrocarbon LiquidsDocument3 pagesMeasuring Vapour Pressure of Hydrocarbon LiquidsAnnelzNo ratings yet
- Technical Notes On Duplex SSDocument22 pagesTechnical Notes On Duplex SSBhyrappaNo ratings yet
- Ch15 Differential Momentum BalanceDocument20 pagesCh15 Differential Momentum Balance89kkNo ratings yet
- Beryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument28 pagesBeryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Mark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Document120 pagesMark S. Gockenbach - Mathematica Tutorial - To Accompany Partial Differential Equations - Analytical and Numerical Methods (2010) (p120)Galeotto Marzio100% (1)
- Submodular Set Function - WikipediaDocument5 pagesSubmodular Set Function - WikipedianmahsevNo ratings yet
- Relationships and Lattices in AlgebraDocument2 pagesRelationships and Lattices in AlgebraRadhika RathoreNo ratings yet