You might also like
- Kaizen PrinciplesDocument42 pagesKaizen PrinciplesRaj100% (2)
- Cover LetterDocument2 pagesCover LetterSasi Gangadhar BNo ratings yet
- Operational Excellence A Complete Guide - 2019 EditionFrom EverandOperational Excellence A Complete Guide - 2019 EditionRating: 1 out of 5 stars1/5 (1)
- Application of Quality Function Deployment in Developing An Air-Conditioning UnitDocument7 pagesApplication of Quality Function Deployment in Developing An Air-Conditioning UnitInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 1 Diet Guide PDFDocument43 pages1 Diet Guide PDFYG1No ratings yet
- MHS 06. Statistical Process Control-KWODocument55 pagesMHS 06. Statistical Process Control-KWOKevin SinagaNo ratings yet
- SOP Procedure Word TemplateDocument1 pageSOP Procedure Word TemplatedwiNo ratings yet
- Chap - 3 QC ToolsDocument12 pagesChap - 3 QC ToolsSnehlata SarafNo ratings yet
- Syllabus Primavera P6Document6 pagesSyllabus Primavera P6Sandeep JoshiNo ratings yet
- 5 Whys TrainingDocument14 pages5 Whys TrainingPanch BNo ratings yet
- HeijunkaDocument6 pagesHeijunkajosegarreraNo ratings yet
- Project Management ConceptsDocument25 pagesProject Management ConceptszamNo ratings yet
- ST SourcingDocument39 pagesST SourcingAshokNo ratings yet
- What Is An A3Document14 pagesWhat Is An A3AshokNo ratings yet
- DWM Overview RIBDocument43 pagesDWM Overview RIBAshokNo ratings yet
- Kaizen Blitz Charter: Date: Area: Team NameDocument10 pagesKaizen Blitz Charter: Date: Area: Team Nameanjo0225No ratings yet
- Victora Tool Engineers Pvt. LTD.: Department: Quality Prepared By: Rakesh KumarDocument29 pagesVictora Tool Engineers Pvt. LTD.: Department: Quality Prepared By: Rakesh KumarrakeshNo ratings yet
- Iannone and Elena - 2013 - Managing OEE To Optimize Factory PerformanceDocument20 pagesIannone and Elena - 2013 - Managing OEE To Optimize Factory PerformanceAndrey MatusevichNo ratings yet
- 7 SETPS OF Autonomous MaintenanceDocument9 pages7 SETPS OF Autonomous MaintenanceSakthi VelNo ratings yet
- 06-Project Management Phases To Improve Your TeamDocument8 pages06-Project Management Phases To Improve Your TeamIzhar Mazari100% (1)
- Simple Oee SpreadsheetDocument2 pagesSimple Oee SpreadsheetadeNo ratings yet
- Perez V Monetary BoardDocument4 pagesPerez V Monetary BoardlawNo ratings yet
- 5S A Way of LifeDocument33 pages5S A Way of LifeSandulescu GeorgeNo ratings yet
- Quiz Answers Kaizen Leadership PDFDocument1 pageQuiz Answers Kaizen Leadership PDFJose OrtegaNo ratings yet
- 4.2 Process CapacityDocument11 pages4.2 Process Capacitysaheb167No ratings yet
- Basic TPS HandbookDocument33 pagesBasic TPS HandbookSumith KobewattaNo ratings yet
- Lec 5 Variables Control ChartDocument48 pagesLec 5 Variables Control ChartAldwin Angelo Culing MontañezNo ratings yet
- Preventive Maintenance2Document22 pagesPreventive Maintenance2Shivaji ThubeNo ratings yet
- Value Stream Mapping Case StudyDocument12 pagesValue Stream Mapping Case StudySaikat GhoshNo ratings yet
- Control PlanDocument6 pagesControl PlanAustin ChinNo ratings yet
- Autonomous Maintenance Standards & ChecklistDocument4 pagesAutonomous Maintenance Standards & ChecklistPanch BNo ratings yet
- Determining The Capacity Constraint Resource of An Underground Production SectionDocument14 pagesDetermining The Capacity Constraint Resource of An Underground Production SectionKroya HunNo ratings yet
- Autonomous Maintenance Step 3 Audit SheetDocument6 pagesAutonomous Maintenance Step 3 Audit Sheetrecep1No ratings yet
- CompressDocument14 pagesCompressAnonymous gfR3btyU0% (1)
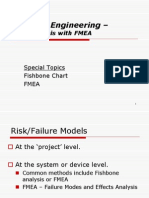
- Failure Mode and Effect AnalysisDocument34 pagesFailure Mode and Effect AnalysisAshok100% (3)
- 5S Audit ChecksheetDocument1 page5S Audit ChecksheetIB Ismady68% (19)
- DMAIC Cost ReductionDocument50 pagesDMAIC Cost Reductionrahulkaushikddps365No ratings yet
- Conventional and Computed TomographyDocument29 pagesConventional and Computed TomographyJerome D FlorentinoNo ratings yet
- Utilizing A Lean Management SystemDocument19 pagesUtilizing A Lean Management SystemAshokNo ratings yet
- Production ManagementDocument108 pagesProduction ManagementQuwas Tinnish100% (1)
- Writing NuocRut Ver02Document118 pagesWriting NuocRut Ver02thuy linhNo ratings yet
- Total Productive Maintenance TPM WCMDocument40 pagesTotal Productive Maintenance TPM WCMVidhya Nalini Subbunarasimhan100% (1)
- Blow Molding 1Document17 pagesBlow Molding 1Muhammad fahmyNo ratings yet
- 5S LayoutDocument1 page5S Layouttyo_spNo ratings yet
- 5S - Excellence Assessment PDFDocument2 pages5S - Excellence Assessment PDFAshokNo ratings yet
- 5S - Excellence Assessment PDFDocument2 pages5S - Excellence Assessment PDFAshokNo ratings yet
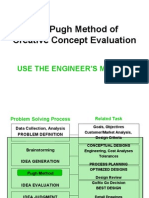
- The Pugh MethodDocument21 pagesThe Pugh Methodshahua100% (1)
- Maintenance Management: Total Productive Maintenance (TPM)Document41 pagesMaintenance Management: Total Productive Maintenance (TPM)Anvesh DwivediNo ratings yet
- Lean Principles PDFDocument5 pagesLean Principles PDFILma NafiaNo ratings yet
- TPMDocument32 pagesTPMvignesh_sundaresan_1No ratings yet
- Lean Six Sigma Case Study - Bank Owner Real Estate Closing Process / REODocument2 pagesLean Six Sigma Case Study - Bank Owner Real Estate Closing Process / REOFrank SmithNo ratings yet
- KAizenDocument12 pagesKAizenTarun SharmaNo ratings yet
- A Seminar Report On:: Mechanical Engineering DepartmentDocument19 pagesA Seminar Report On:: Mechanical Engineering Departmentapi-19775783100% (3)
- Types of Spray DriersDocument19 pagesTypes of Spray DriersRichard ObinnaNo ratings yet
- Project Integration Management: Process GroupsDocument12 pagesProject Integration Management: Process GroupsdpxNo ratings yet
- Assembly Line BalancingDocument5 pagesAssembly Line Balancingabhijitsamanta1100% (1)
- Time StudyDocument12 pagesTime Studyalexantsy27No ratings yet
- Lean Manufacturing REPORTDocument15 pagesLean Manufacturing REPORTSandeep GrNo ratings yet
- Seven Basic Quality Tools: List / Use / InteractionDocument56 pagesSeven Basic Quality Tools: List / Use / InteractionmangofaNo ratings yet
- Presentation1 MaintenanceDocument12 pagesPresentation1 MaintenanceSteven AdityaNo ratings yet
- Machine Capability For Process AuditsDocument4 pagesMachine Capability For Process AuditsBrian Pringle0% (2)
- DMAICDocument11 pagesDMAICGermán Huarte ZubiateNo ratings yet
- Operations ManagementDocument50 pagesOperations ManagementyknidNo ratings yet
- Escalation ProcessDocument1 pageEscalation Processvishal patelNo ratings yet
- Direct and Indirect MaterialsDocument19 pagesDirect and Indirect MaterialsKraziegyrl LovesUtoomuch0% (1)
- Maintenance Best PracticesDocument6 pagesMaintenance Best Practiceshryorizq@gmailNo ratings yet
- Sample SOP Template PDFDocument1 pageSample SOP Template PDFMahmoud DomourNo ratings yet
- RT 3 PDFDocument31 pagesRT 3 PDFudayNo ratings yet
- IS314 Lab Manual - 1Document22 pagesIS314 Lab Manual - 1Septo Aji Passat0% (1)
- Compound Machine ReportDocument9 pagesCompound Machine Reportapi-300746898No ratings yet
- Project Quality Management A Complete Guide - 2019 EditionFrom EverandProject Quality Management A Complete Guide - 2019 EditionNo ratings yet
- Andon System (行灯 - システム) - The Real Visual Management toolDocument6 pagesAndon System (行灯 - システム) - The Real Visual Management toolAshokNo ratings yet
- 5 S Checklist ExampleDocument2 pages5 S Checklist ExampleShahid SiddiqueNo ratings yet
- Kanban Vs KaizenDocument28 pagesKanban Vs KaizenSimon KohNo ratings yet
- Leading A Lean Conversion Case StudyDocument13 pagesLeading A Lean Conversion Case StudyAshokNo ratings yet
- Open OfficeDocument3 pagesOpen OfficeAshokNo ratings yet
- STK Work Truth and MithsDocument2 pagesSTK Work Truth and MithsAshokNo ratings yet
- Open OfficeDocument3 pagesOpen OfficeAshokNo ratings yet
- Review Theory of ConstraintsDocument10 pagesReview Theory of Constraintscheckcheck11No ratings yet
- Review Theory of ConstraintsDocument10 pagesReview Theory of Constraintscheckcheck11No ratings yet
- BocaDocument8 pagesBocanikhilrane91_7522800No ratings yet
- OM-11a JITDocument38 pagesOM-11a JITAshokNo ratings yet
- Building The Lean Fulfillment StreamDocument27 pagesBuilding The Lean Fulfillment StreamAshokNo ratings yet
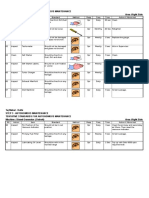
- FMEA Worksheet MiningDocument1 pageFMEA Worksheet Miningresure100% (1)
- Se - FmeaDocument21 pagesSe - FmeaAshokNo ratings yet
- Chapter 08 - 7 QC Tools Pareto - CE - Red BeadDocument18 pagesChapter 08 - 7 QC Tools Pareto - CE - Red BeadWayne BlackNo ratings yet
- Failure Mode and Effects Analysis: Everything That Can Fail, Shall Fail!Document38 pagesFailure Mode and Effects Analysis: Everything That Can Fail, Shall Fail!AshokNo ratings yet
- 0904 FmeaDocument58 pages0904 FmeaAshok100% (1)
- PricingDocument25 pagesPricingAshokNo ratings yet
- LocationDocument34 pagesLocationAshokNo ratings yet
- 0 - Resume - Preity Thadani PDFDocument3 pages0 - Resume - Preity Thadani PDFClash ClashhNo ratings yet
- Shalina Healthcare JD - Business AnalyticsDocument2 pagesShalina Healthcare JD - Business AnalyticsMeow bunNo ratings yet
- Bilal CVDocument3 pagesBilal CVShergul KhanNo ratings yet
- Heist Story ScriptDocument3 pagesHeist Story Scriptapi-525637110No ratings yet
- A Case Study On Mahindra's Blue Sense Application Project by RohitDocument43 pagesA Case Study On Mahindra's Blue Sense Application Project by RohitrohitNo ratings yet
- Amendment Notes For June 2021Document32 pagesAmendment Notes For June 2021arohi gupta0% (2)
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDocument8 pagesThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNo ratings yet
- 164 Dashboard Annotated Ver 2a W-InsertDocument1 page164 Dashboard Annotated Ver 2a W-Insertoleg164No ratings yet
- Assignment 1: Unit 3 - Week 1Document80 pagesAssignment 1: Unit 3 - Week 1sathiyan gsNo ratings yet
- Case 2:09-cv-02445-WBS-AC Document 625-1 Filed 01/21/15 Page 1 of 144Document144 pagesCase 2:09-cv-02445-WBS-AC Document 625-1 Filed 01/21/15 Page 1 of 144California Judicial Branch News Service - Investigative Reporting Source Material & Story Ideas100% (2)
- Đo Nhiệt Độ LI-24ALW-SelectDocument4 pagesĐo Nhiệt Độ LI-24ALW-SelectThang NguyenNo ratings yet
- BUSINESS PROPOSAL-dönüştürüldü-2Document15 pagesBUSINESS PROPOSAL-dönüştürüldü-2Fatah Imdul UmasugiNo ratings yet
- Medicinecomplete Clark Drug and PoisonDocument25 pagesMedicinecomplete Clark Drug and PoisonArménio SantosNo ratings yet
- 02 IG4K TechnologiesDocument47 pages02 IG4K TechnologiesM Tanvir AnwarNo ratings yet
- A Comprehensive Review On Evaluation of Environmental Friendly Machinability, Cutting Fluids and Techniques in Metal Cutting OperationDocument13 pagesA Comprehensive Review On Evaluation of Environmental Friendly Machinability, Cutting Fluids and Techniques in Metal Cutting OperationIJAR JOURNALNo ratings yet
- FM Solved ProblemsDocument28 pagesFM Solved ProblemsElisten DabreoNo ratings yet
- N G Ày 2 0 T H Á NG B A N Ă M 2 0 2 0: Brand ManagementDocument10 pagesN G Ày 2 0 T H Á NG B A N Ă M 2 0 2 0: Brand ManagementThịnh NguyễnNo ratings yet
- Nacc NCCRDocument6 pagesNacc NCCRChaitra Gn100% (1)
- DO 31 s2020Document18 pagesDO 31 s2020charles barkleyNo ratings yet
- Cover LetterDocument16 pagesCover LetterAjmal RafiqueNo ratings yet
- QuickTransit SSLI Release Notes 1.1Document12 pagesQuickTransit SSLI Release Notes 1.1subhrajitm47No ratings yet
- Extractive Metallurgy Pachuca Tank DesignDocument8 pagesExtractive Metallurgy Pachuca Tank DesignXtet AungNo ratings yet
- DocumentDocument2 pagesDocumentAddieNo ratings yet
- Dorp Handbook and Plan EBCESDocument30 pagesDorp Handbook and Plan EBCESJenelou delapenaNo ratings yet