You might also like
- Analysis of Plain Single Jersey Fabric & Its DerivativesDocument8 pagesAnalysis of Plain Single Jersey Fabric & Its DerivativesShahadat HossainNo ratings yet
- Knitting - Fundamentals, Machines, Structures and DevelopmentsDocument8 pagesKnitting - Fundamentals, Machines, Structures and Developmentskvaruncdf100% (4)
- Scor Model in Supply ChainDocument25 pagesScor Model in Supply ChainGopikrishna S Nair100% (1)
- Spinning Prepretory - II 18-19Document51 pagesSpinning Prepretory - II 18-19Sushil Mali100% (4)
- Different Types of Feeding Mechanism in Sewing MachinesDocument21 pagesDifferent Types of Feeding Mechanism in Sewing MachinesVaanazhaganNo ratings yet
- Characteristics of Sewing ThreadDocument14 pagesCharacteristics of Sewing ThreadTuan Nguyen Minh50% (2)
- Study Material For Textile Testing IIDocument10 pagesStudy Material For Textile Testing IISushma Balgar100% (1)
- Yarn Clearing SystemsDocument11 pagesYarn Clearing SystemsLohit MohapatraNo ratings yet
- Air Vortex SpinningDocument35 pagesAir Vortex Spinningdrskathirrvelu100% (9)
- Paint Slip Coefficient PDFDocument28 pagesPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- Sport Obermeyer Case StudyDocument14 pagesSport Obermeyer Case Studye3testerNo ratings yet
- Practical Tips For NAAC Peer Team VisitDocument22 pagesPractical Tips For NAAC Peer Team Visitdrskathirrvelu100% (3)
- Con WindingDocument3 pagesCon WindingyousuftexduetNo ratings yet
- How To Assess Mill's Productivity ?Document44 pagesHow To Assess Mill's Productivity ?cottontrade91% (34)
- Case Studies in Open Pit Design Using Lerchs-Grossman Pit OptimizationDocument8 pagesCase Studies in Open Pit Design Using Lerchs-Grossman Pit OptimizationTerry ChongNo ratings yet
- Study On Sizing ProcessDocument9 pagesStudy On Sizing ProcessAbid hasanNo ratings yet
- Yarn Numbering SystemDocument36 pagesYarn Numbering SystemARYAN RATHORE100% (4)
- Spinning ProcessDocument29 pagesSpinning ProcessUsman Saleem100% (4)
- 25things A6 DariusForouxDocument26 pages25things A6 DariusForouxdrskathirrveluNo ratings yet
- Classimat Yarn Faults - 16174 PDFDocument10 pagesClassimat Yarn Faults - 16174 PDFAnonymous Pt7NHkat9No ratings yet
- Toyota 3MDocument33 pagesToyota 3MAkshay RaturiNo ratings yet
- Air Products Hydrogen Plant CapacitiesDocument16 pagesAir Products Hydrogen Plant CapacitiesAlexReitu100% (1)
- Blow RoomDocument27 pagesBlow Roomapi-377494789% (19)
- Supply Chain Management of Zara: End Term ProjectDocument32 pagesSupply Chain Management of Zara: End Term ProjectMukund Verma100% (1)
- Air Jet: Introduction: Air-Jet Spinning Is The Most Promising Spinning Method at TheDocument10 pagesAir Jet: Introduction: Air-Jet Spinning Is The Most Promising Spinning Method at TheMithun Deb NathNo ratings yet
- Investigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisDocument59 pagesInvestigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisJuan Cubas100% (1)
- Yarn WindingDocument22 pagesYarn WindingPRAKASH B. MALAKANE0% (1)
- Technical Specification Horizon Pulp & Paper LTDDocument1 pageTechnical Specification Horizon Pulp & Paper LTDvenkNo ratings yet
- Air Jet SpinningDocument7 pagesAir Jet SpinningAbi NikilNo ratings yet
- Dobby DesignDocument66 pagesDobby DesignSompad Shaha Razeb100% (1)
- Yarn TwistDocument23 pagesYarn TwistMohammed Atiqul Hoque Chowdhury100% (1)
- Experiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsDocument13 pagesExperiment No 1: Study On Yarn Path Diagram of A Shuttle Loom With Different PartsRubel alamNo ratings yet
- Lect2 - Blow Room 1Document18 pagesLect2 - Blow Room 1Mina Samy abd el zaherNo ratings yet
- Presentation of Cam Dobby and Heald Reversing MotionDocument12 pagesPresentation of Cam Dobby and Heald Reversing MotionSuraj RaghvNo ratings yet
- Drafting Waves of SliversDocument4 pagesDrafting Waves of Sliversnalaka.sampathNo ratings yet
- WarpingDocument10 pagesWarpingKalyan Ray GuptaNo ratings yet
- Calculate The Cleaning Efficiency of Blow Room Line.Document2 pagesCalculate The Cleaning Efficiency of Blow Room Line.Ammar Naeem Bhatti83% (6)
- Yarn Manufacturing - IDocument1 pageYarn Manufacturing - ISiva Jagadish Kumar M100% (2)
- Yarn Evenness CVDocument10 pagesYarn Evenness CVRanganatham Ummadisetty100% (1)
- Draw Frame Hooks ControlDocument17 pagesDraw Frame Hooks ControlNeelakandan DNo ratings yet
- Blending at BlowroomDocument3 pagesBlending at Blowroommoosking100% (1)
- All Lab ReportDocument31 pagesAll Lab ReportMuneeb Tahir100% (4)
- Simplex Gearing DiagramDocument3 pagesSimplex Gearing DiagramShan Imtiaz67% (3)
- Speed Frame PDFDocument9 pagesSpeed Frame PDFRatul Hasan0% (1)
- Staggering of Heald ShaftDocument5 pagesStaggering of Heald ShaftSOLAYMAN100% (1)
- Afis and HviDocument3 pagesAfis and HviNirbhay Sharma100% (1)
- Blowroom CalculationDocument14 pagesBlowroom CalculationIrfan Ali100% (1)
- Study On Cone WindingDocument18 pagesStudy On Cone WindingNasim Hassan Raj67% (3)
- Raymond UCO DenimDocument25 pagesRaymond UCO DenimChaitanya Gajbhiye100% (1)
- yarn-II NoteDocument118 pagesyarn-II NoteMoshiur Rahman Kayes100% (1)
- Flat Bed KnitingDocument21 pagesFlat Bed Knitingvasiney100% (1)
- Study of Warping MachineDocument5 pagesStudy of Warping MachineRabia Rehman67% (3)
- Twist MultiplierDocument1 pageTwist MultiplierAniket Mahajan100% (5)
- 1.bale Management SystemDocument8 pages1.bale Management SystemMd NurunnabiNo ratings yet
- Multibox MotionDocument14 pagesMultibox Motionmudit bhargavaNo ratings yet
- Auto Coner Machine OperatorDocument15 pagesAuto Coner Machine Operatorzeeshan_2200% (1)
- Session 7 - Hosiery Yarn Quality RequirementsDocument68 pagesSession 7 - Hosiery Yarn Quality Requirementsselvakumar100% (2)
- TappetDocument10 pagesTappetoronno5No ratings yet
- Carding: Q. Define Carding/Heart of SpinningDocument31 pagesCarding: Q. Define Carding/Heart of SpinningSantoshNo ratings yet
- 004 USTER HVI 1000, Best Operating Practices For Lab Technicians, 2008Document19 pages004 USTER HVI 1000, Best Operating Practices For Lab Technicians, 2008郭哲宏No ratings yet
- Fiber TestingDocument62 pagesFiber TestingshaifaliNo ratings yet
- IPI and CV - Classification of Yarn Faults and Possible Source of Origin - Textile CourseDocument3 pagesIPI and CV - Classification of Yarn Faults and Possible Source of Origin - Textile CourseAbbas RazaNo ratings yet
- Mélange YarnDocument11 pagesMélange YarnshahinNo ratings yet
- Shuttle Less Weaving 1Document9 pagesShuttle Less Weaving 1sethup_1No ratings yet
- Blowroom (Autosaved)Document61 pagesBlowroom (Autosaved)drskathirrveluNo ratings yet
- CottonDocument65 pagesCottondrskathirrveluNo ratings yet
- Combing ProcessDocument12 pagesCombing ProcessSenthil Kumar100% (1)
- Study On Application of Native Millet Starch For Cotton Warp Yarn SizingDocument6 pagesStudy On Application of Native Millet Starch For Cotton Warp Yarn SizingdivakarNo ratings yet
- Ijftr434393 401Document10 pagesIjftr434393 401jayanttiwariNo ratings yet
- Effects of Blending Parameters On The Cross-Section Fiber Migration of Silk/Cotton BlendsDocument9 pagesEffects of Blending Parameters On The Cross-Section Fiber Migration of Silk/Cotton Blendsnattadon.rNo ratings yet
- Personality Development-5Document1 pagePersonality Development-5drskathirrveluNo ratings yet
- E ProspectusDocument58 pagesE ProspectusdrskathirrveluNo ratings yet
- Application Form For Teaching Cadre: in Block LettersDocument6 pagesApplication Form For Teaching Cadre: in Block LettersdrskathirrveluNo ratings yet
- Celebration of Constitution DayDocument3 pagesCelebration of Constitution DaydrskathirrveluNo ratings yet
- BSR Empowering Female Workers in The Apparel IndustryDocument33 pagesBSR Empowering Female Workers in The Apparel IndustryIntiser AkhandNo ratings yet
- Four Minute Books The 31 Best Motivational Books Ever WrittenDocument43 pagesFour Minute Books The 31 Best Motivational Books Ever Writtensoujanya bNo ratings yet
- The Concept of Personality Development: Shyam S. Salim and Monolisha SDocument1 pageThe Concept of Personality Development: Shyam S. Salim and Monolisha SdrskathirrveluNo ratings yet
- Personality Development-4Document1 pagePersonality Development-4drskathirrveluNo ratings yet
- Chemical BondingDocument1 pageChemical BondingJames Sobuj SarkerNo ratings yet
- Theeranaipunya 4 - Personality DevelopmentDocument6 pagesTheeranaipunya 4 - Personality DevelopmentdrskathirrveluNo ratings yet
- Be Concerned With Others' WelfareDocument5 pagesBe Concerned With Others' WelfaredrskathirrveluNo ratings yet
- Character Traits: Fig.1. Different Traits For Personality Development Self-ConfidenceDocument1 pageCharacter Traits: Fig.1. Different Traits For Personality Development Self-ConfidencedrskathirrveluNo ratings yet
- Revised SOP FOR UG AFFILIATED 01.01.2021Document40 pagesRevised SOP FOR UG AFFILIATED 01.01.2021drskathirrveluNo ratings yet
- NCC General Elective Credit CourseDocument24 pagesNCC General Elective Credit CoursedrskathirrveluNo ratings yet
- COVID19 Management Algorithm 22042021 v1Document1 pageCOVID19 Management Algorithm 22042021 v1shivani shindeNo ratings yet
- Guidelines To Contain Covid 19 - Ktaka 20.04.2021Document10 pagesGuidelines To Contain Covid 19 - Ktaka 20.04.2021jvnraoNo ratings yet
- Deeksharambh EnglishDocument39 pagesDeeksharambh EnglishShamsNo ratings yet
- A Glimpse: National Institute of Technology TiruchirappalliDocument76 pagesA Glimpse: National Institute of Technology TiruchirappallidrskathirrveluNo ratings yet
- NIEPA Perspective Plan 2020-30 - Web - 1.6.20Document19 pagesNIEPA Perspective Plan 2020-30 - Web - 1.6.20drskathirrveluNo ratings yet
- T H e J U S T I Fication "Trap": Unethical ActionsDocument4 pagesT H e J U S T I Fication "Trap": Unethical ActionsdrskathirrveluNo ratings yet
- Definitions of Ethics: WrongDocument5 pagesDefinitions of Ethics: WrongdrskathirrveluNo ratings yet
- Human Value EnglishDocument28 pagesHuman Value EnglishdrskathirrveluNo ratings yet
- Guidelines For Providing Skill Based Education Under NSQFDocument39 pagesGuidelines For Providing Skill Based Education Under NSQFdrskathirrveluNo ratings yet
- Values EthicsDocument5 pagesValues EthicsdrskathirrveluNo ratings yet
- BDocument5 pagesBdrskathirrveluNo ratings yet
- 1Document4 pages1drskathirrveluNo ratings yet
- Organizational Behavior. When Communicating WithDocument6 pagesOrganizational Behavior. When Communicating WithdrskathirrveluNo ratings yet
- 2Document4 pages2drskathirrveluNo ratings yet
- D352004054 MKT 001Document32 pagesD352004054 MKT 001Cesar MoraNo ratings yet
- Advantages of CRM PDFDocument3 pagesAdvantages of CRM PDFSadia YasmeenNo ratings yet
- Preliminary PlanningDocument34 pagesPreliminary PlanningAqilahHawaliana Mazelan100% (1)
- Galeb Packaging SerbiaDocument20 pagesGaleb Packaging SerbiaYogesh GuptaNo ratings yet
- Internship Study at Bosch CompanyDocument19 pagesInternship Study at Bosch CompanyDIPUBKGNo ratings yet
- SCO Assignment 1Document15 pagesSCO Assignment 1taha anwarNo ratings yet
- Instructions For Use: Washing MachineDocument60 pagesInstructions For Use: Washing MachineTiberiu IonescuNo ratings yet
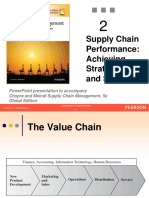
- Chopra3 PPT ch02Document21 pagesChopra3 PPT ch02SatishNo ratings yet
- Full Text 01Document72 pagesFull Text 01aghosh704No ratings yet
- Reflo Brochure LUB2377EDocument8 pagesReflo Brochure LUB2377EEber.CVNo ratings yet
- Noida Master Plan - 2031: Abbreviations Permissibility of Various Activities/Uses in Major Land-Use Areas SymbolsDocument5 pagesNoida Master Plan - 2031: Abbreviations Permissibility of Various Activities/Uses in Major Land-Use Areas Symbolsrassh88No ratings yet
- CV Tauarai CVDocument5 pagesCV Tauarai CVgeorgiaNo ratings yet
- Nura Ordinary Portland CementDocument4 pagesNura Ordinary Portland CementAbdoulkader Abdoulrahman100% (4)
- Seamless Stainless Tubes For Hydraulic and Instrumentation SystemsDocument10 pagesSeamless Stainless Tubes For Hydraulic and Instrumentation Systemsfezzeh kabiri kenariNo ratings yet
- SikaDur 53Document2 pagesSikaDur 53pnNo ratings yet
- Production Operations Management - MGT613 2010 Final Term Solved Papers All in One FileDocument62 pagesProduction Operations Management - MGT613 2010 Final Term Solved Papers All in One FileMuzammil QamarNo ratings yet
- JitDocument15 pagesJitYashovardhan MaheshwariNo ratings yet
- Me2036 PPC NotesDocument125 pagesMe2036 PPC NotesMartin De Boras PragashNo ratings yet
- Global Waste Outlook 2015 PDFDocument346 pagesGlobal Waste Outlook 2015 PDFAnita MarquezNo ratings yet
- Hot-Dip Galvanizing For Corrosion Protection of Steel ProductsDocument16 pagesHot-Dip Galvanizing For Corrosion Protection of Steel Products范泳贤No ratings yet
- Hoover Eztote: Safe and Secure Shipping and Handling of Your Liquids in A One-Way IBCDocument2 pagesHoover Eztote: Safe and Secure Shipping and Handling of Your Liquids in A One-Way IBCVinicio VillarruelNo ratings yet
- Raymond PTQM Roll No.02Document13 pagesRaymond PTQM Roll No.02Sana Moon100% (1)