You might also like
- Separation Train SequencingDocument35 pagesSeparation Train SequencingKHUSHBU BHALODIYANo ratings yet
- Sequencing Separation TrainsDocument35 pagesSequencing Separation Trainskiran367No ratings yet
- Seperation Sequances PDFDocument38 pagesSeperation Sequances PDFaegosmithNo ratings yet
- Chemical Process Separation OptimizationDocument26 pagesChemical Process Separation OptimizationLam DesmondNo ratings yet
- CHEN 4460 - Process Synthesis, Simulation and OptimizationDocument17 pagesCHEN 4460 - Process Synthesis, Simulation and Optimizationmppatilmayur1679No ratings yet
- Kuliah 9 PDFDocument51 pagesKuliah 9 PDFZulfansyah zulNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
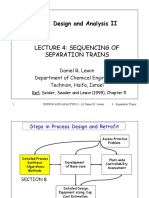
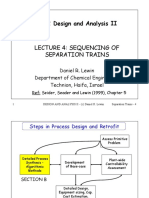
- Design and Analysis II: Lecture 4: Sequencing of Separation TrainsDocument35 pagesDesign and Analysis II: Lecture 4: Sequencing of Separation Trainssimba8661No ratings yet
- 4 Seq Sep TrainDocument35 pages4 Seq Sep TrainThrishnaa BalasupurManiamNo ratings yet
- 4 Seq Sep Train 2Document57 pages4 Seq Sep Train 2Thrishnaa BalasupurManiamNo ratings yet
- BITS Pilani: Module 4: Design of Separation Systems Lecture-14Document18 pagesBITS Pilani: Module 4: Design of Separation Systems Lecture-14pulkitNo ratings yet
- Lec 1 Intro To Separation ProcessDocument22 pagesLec 1 Intro To Separation ProcessFathihah AnuarNo ratings yet
- Seperation SequancesDocument37 pagesSeperation Sequancesabdullaziz.alenezi1122No ratings yet
- Chapter 3 Part I Separation SystemDocument19 pagesChapter 3 Part I Separation SystemThrishnaa BalasupurManiamNo ratings yet
- Che 249 - Chapter 3 (Liquid-Liquid Extraction)Document34 pagesChe 249 - Chapter 3 (Liquid-Liquid Extraction)nurul syamimieNo ratings yet
- Separation SystemsDocument24 pagesSeparation SystemsLeencie SandeNo ratings yet
- 03 Liquid Liquid ExtractionDocument28 pages03 Liquid Liquid ExtractionChelsea Martinez100% (5)
- CH 3Document32 pagesCH 3Arbanah MuhammadNo ratings yet
- Gas AbsorptionDocument18 pagesGas AbsorptionVan Lim0% (1)
- Liquid Liquid ExtractionDocument42 pagesLiquid Liquid ExtractionNOR HIDAWATI ELIASNo ratings yet
- King2000 Kind of SeparationDocument8 pagesKing2000 Kind of SeparationFebrian Dimas Adi NugrahaNo ratings yet
- Properties of Fuel: Assignment No 2Document72 pagesProperties of Fuel: Assignment No 2Muhammad AfaqNo ratings yet
- Online Separation ProcessesDocument161 pagesOnline Separation ProcessesHajra AamirNo ratings yet
- Distillation Column BasicsDocument78 pagesDistillation Column Basics99syedzadaNo ratings yet
- Refinery ProcessDocument150 pagesRefinery ProcessJennifer French100% (4)
- Depropanizer Design PDFDocument19 pagesDepropanizer Design PDFAli AlengineerNo ratings yet
- Liquid Liquid ExtractionDocument84 pagesLiquid Liquid Extractionzurina abidinNo ratings yet
- Modern Separation ProcessDocument46 pagesModern Separation ProcessIsha Meshram100% (2)
- CHE 411 Unit Operations IIDocument191 pagesCHE 411 Unit Operations IIOsan ThorpeNo ratings yet
- Lecture Note 4Document31 pagesLecture Note 4DebryNo ratings yet
- Sfo NotesDocument56 pagesSfo NotesJdNo ratings yet
- Absorption Process DesignDocument39 pagesAbsorption Process DesignDyan DargustinNo ratings yet
- CHE LAB 1 (GAS AB/ADSORPTIONDocument18 pagesCHE LAB 1 (GAS AB/ADSORPTIONEmmanuel JimenezNo ratings yet
- Destilation Column InfoDocument33 pagesDestilation Column InfokumarNo ratings yet
- LIQUID-LIQUID EXTRACTION GUIDEDocument43 pagesLIQUID-LIQUID EXTRACTION GUIDEaaaNo ratings yet
- Plant and Design Project Level 4Document49 pagesPlant and Design Project Level 4Haziq MahmurNo ratings yet
- ACBPD Lecture6 2017Document57 pagesACBPD Lecture6 2017MohamedTaherNo ratings yet
- Cap 9 InglesDocument54 pagesCap 9 InglesPedroTiconaNo ratings yet
- DS - LS-EN - E LS Series Data Sheet PDFDocument52 pagesDS - LS-EN - E LS Series Data Sheet PDFAlexis BerrúNo ratings yet
- Reactive Distillation: What, Why, and How?: Bob Huss East Tennessee AICHE Seminar Program November 17, 2015Document39 pagesReactive Distillation: What, Why, and How?: Bob Huss East Tennessee AICHE Seminar Program November 17, 2015Abdul Rahim KhanNo ratings yet
- Lecture 4Document21 pagesLecture 4Nashwa FHNo ratings yet
- Liquid Liquid ExtractionDocument6 pagesLiquid Liquid ExtractionCâmeraNo ratings yet
- Lecture 8: Separation DesignDocument45 pagesLecture 8: Separation DesignRavi Kiran MNo ratings yet
- TEACHING PP 411 (Autosaved)Document135 pagesTEACHING PP 411 (Autosaved)Osan ThorpeNo ratings yet
- DistillationDocument31 pagesDistillationsaad omarNo ratings yet
- Liquid-Liquid Extraction FundamentalsDocument67 pagesLiquid-Liquid Extraction FundamentalsMuhammad Farhan100% (1)
- Separation Processss Lecture NotesDocument17 pagesSeparation Processss Lecture NoteskeatyNo ratings yet
- Distillation: Presented By: Fitriyani Yetti Handayani, S.TDocument29 pagesDistillation: Presented By: Fitriyani Yetti Handayani, S.TfitriyaniNo ratings yet
- Separation Process LLEDocument59 pagesSeparation Process LLEmazayaNo ratings yet
- CH 3030 Applications of Mass Transfer: Dr. Jithin John VargheseDocument14 pagesCH 3030 Applications of Mass Transfer: Dr. Jithin John VargheseRam Lakhan MeenaNo ratings yet
- SMB ChromatographyDocument46 pagesSMB ChromatographyNitish BelgiNo ratings yet
- 252 88fi 4341Document102 pages252 88fi 4341JustinNo ratings yet
- CheDocument209 pagesChenelsonNo ratings yet
- Absorption Process DesignDocument37 pagesAbsorption Process DesignNing XiNo ratings yet
- About This File: ObjectivesDocument5 pagesAbout This File: ObjectivesMinhAnhNo ratings yet
- Liquid Liquidextraction PDFDocument9 pagesLiquid Liquidextraction PDFDaniel Francisco100% (1)
- Design of A Continuous Distillation Column For A Multi Component MixtureDocument45 pagesDesign of A Continuous Distillation Column For A Multi Component MixtureSerkan73% (11)
- Chapter 4Document15 pagesChapter 4Hoàng Bích NgọcNo ratings yet
- Separation HeuriticsDocument24 pagesSeparation Heuriticskiran367No ratings yet
- ResEng IU Ch1Document43 pagesResEng IU Ch1Mohamed Ali100% (1)
- Geophysical MethodsDocument30 pagesGeophysical MethodsKhaled 2006No ratings yet
- Wa0001Document1 pageWa0001Mohamed AliNo ratings yet
- Design For Over PressureDocument168 pagesDesign For Over PressurebryandownNo ratings yet
- You and Me L1 AB Unit 1 MeDocument9 pagesYou and Me L1 AB Unit 1 MeEmily2008No ratings yet
- Wa0001Document3 pagesWa0001Mohamed AliNo ratings yet
- Management-Antithrombotic-Therapy in GIT EndosDocument51 pagesManagement-Antithrombotic-Therapy in GIT EndosMohamed AliNo ratings yet
- Electrical Submersible Pumps Manual Design Operations and MaintenanceDocument16 pagesElectrical Submersible Pumps Manual Design Operations and MaintenanceMohamed Ali25% (4)
- PMP Presentation by Engr. Ehab H. SousaDocument41 pagesPMP Presentation by Engr. Ehab H. SousaMohamed AliNo ratings yet
- Understanding The Results of An Intelligent Pig Inspection PenspenDocument19 pagesUnderstanding The Results of An Intelligent Pig Inspection Penspenmobpas100% (1)
- 4.7 PSV DesignDocument16 pages4.7 PSV Designganesh82No ratings yet
- Pressure Relief Devices Scott OstrowskiDocument82 pagesPressure Relief Devices Scott OstrowskiAffify AfifyNo ratings yet
- Heat ExchangersDocument112 pagesHeat ExchangersMohamed AliNo ratings yet
- BascoWhitlock Maintenance (Inglés)Document8 pagesBascoWhitlock Maintenance (Inglés)ADN_IngenieriaNo ratings yet
- Control Valves Guide: Types, Parts & WorkingDocument166 pagesControl Valves Guide: Types, Parts & WorkingSohail A100% (2)
- Hydro Test InfoDocument5 pagesHydro Test Infospadafora77100% (1)
- Heat ExchangerDocument21 pagesHeat ExchangerArun Prakash NatesanNo ratings yet
- Introduction To Heat ExchangersDocument49 pagesIntroduction To Heat ExchangersMohamed AliNo ratings yet
- Safety ValvesDocument11 pagesSafety ValvesMohamed AliNo ratings yet
- Basco Engineered ProductsDocument12 pagesBasco Engineered ProductsavazcNo ratings yet
- Pressure Proced TestDocument6 pagesPressure Proced Testjamaljamal20No ratings yet
- Asu 12 11 Pap BocDocument30 pagesAsu 12 11 Pap Bocsudhakarrajam2002No ratings yet
- EHY903.088.02 Virtual StudentDocument83 pagesEHY903.088.02 Virtual Studentpedro miranda escalanteNo ratings yet
- Lect12 Recycle Bypass PurgeDocument13 pagesLect12 Recycle Bypass Purgechandro57No ratings yet
- Isobaric Vapor-Liquid Equilibria For The Partially Miscible System of Water-Methyl Isobutyl KetoneDocument4 pagesIsobaric Vapor-Liquid Equilibria For The Partially Miscible System of Water-Methyl Isobutyl KetoneRafael HenriqueNo ratings yet
- Separating MixturesDocument8 pagesSeparating MixturesKes DimapilisNo ratings yet
- Astm D4929 PDFDocument8 pagesAstm D4929 PDFMarisol ColoradoNo ratings yet
- QUEDocument2 pagesQUEHitesh VariyaNo ratings yet
- Medicinal Plants in VietnamDocument435 pagesMedicinal Plants in VietnamDavid UribeNo ratings yet
- Organic Chemistry Triple Science HomeworkDocument13 pagesOrganic Chemistry Triple Science HomeworkkeiraleighmcleanNo ratings yet
- Onuoha Iheabunike A.Document13 pagesOnuoha Iheabunike A.Austin OnuohaNo ratings yet
- Production of Benzene via Hydrodealkylation of TolueneDocument2 pagesProduction of Benzene via Hydrodealkylation of TolueneFamai FamaiNo ratings yet
- 711 USP Dissolution PDFDocument11 pages711 USP Dissolution PDFAnnisaIndahPNo ratings yet
- Distillation CurveDocument9 pagesDistillation CurveAmmar .kNo ratings yet
- Chemical Engg Ebooks Available at Nominal ChargesDocument238 pagesChemical Engg Ebooks Available at Nominal Chargesinstrutech0% (1)
- Separating Substances Methods PDocument7 pagesSeparating Substances Methods PMohan Reddy KothapetaNo ratings yet
- Lab Manual Separation Tech Jan 2021Document43 pagesLab Manual Separation Tech Jan 2021Abdul QayyumNo ratings yet
- Euroklav 23 S: User Manual For The AutoclaveDocument48 pagesEuroklav 23 S: User Manual For The AutoclaveHaitham AlhomaideNo ratings yet
- XII Surface Chemistry PracticalsDocument6 pagesXII Surface Chemistry PracticalsNirmalya Chowdhury Roll 36 XI B100% (1)
- Gas Processors Suppliers Association GPSA Eng (Bookos - Org) - 701-821!1!60!1!20Document20 pagesGas Processors Suppliers Association GPSA Eng (Bookos - Org) - 701-821!1!60!1!20Karen Vl100% (1)
- 3 - MYP - 1 - Unit - 2 - Chemistry - Week - 4 - SolutionsDocument63 pages3 - MYP - 1 - Unit - 2 - Chemistry - Week - 4 - Solutionsvandana giriNo ratings yet
- Data Book On HydrocarbonsDocument263 pagesData Book On HydrocarbonsEmebu Samuel97% (30)
- Making Gin & Vodka, A Professional Guide For Amateur Distillers, 1999, 0968228003Document91 pagesMaking Gin & Vodka, A Professional Guide For Amateur Distillers, 1999, 0968228003Goran Lazarevski100% (1)
- InstaPDF - in Army Canteen Liquor Price List 660Document7 pagesInstaPDF - in Army Canteen Liquor Price List 660Maynk VarmaNo ratings yet
- Better Feed Entry For DebutanizerDocument5 pagesBetter Feed Entry For DebutanizerM Scott GreenNo ratings yet
- Brandy Presentation: History, Production Process and Popular BrandsDocument14 pagesBrandy Presentation: History, Production Process and Popular BrandsAmos CalebNo ratings yet
- Types of WhiskyDocument5 pagesTypes of WhiskyAleks OpsNo ratings yet
- Large-Scale Methamphetamine Manufacture: Reductive Amination of P2P Through Catalytic Hydrogenation Using Adams CatalystDocument36 pagesLarge-Scale Methamphetamine Manufacture: Reductive Amination of P2P Through Catalytic Hydrogenation Using Adams Catalysthappylm100% (1)
- Uace Physical Equilibrium NotesDocument24 pagesUace Physical Equilibrium NotesNelima Stella mercy100% (2)
- Assignments 4SY2015 2016Document6 pagesAssignments 4SY2015 2016Carlito H. Monasque Jr.No ratings yet
- Refinery BasicsDocument27 pagesRefinery BasicsArsalan QadirNo ratings yet