You might also like
- Solution Manual Chemical Process Safety 3rd EditionDocument698 pagesSolution Manual Chemical Process Safety 3rd EditionAmirul Abu94% (308)
- Solution Manual Chemical Process Safety 3rd EditionDocument698 pagesSolution Manual Chemical Process Safety 3rd EditionAmirul Abu94% (308)
- 03 Liquid Liquid ExtractionDocument28 pages03 Liquid Liquid ExtractionChelsea Martinez100% (5)
- DNV-RP-D102 - Failure Mode and Effect Analysis (FMEA) of Redundant SystemsDocument57 pagesDNV-RP-D102 - Failure Mode and Effect Analysis (FMEA) of Redundant SystemsIvaylo Ivanov100% (1)
- Short Guide EN Cobas E411 PDFDocument13 pagesShort Guide EN Cobas E411 PDFMahmoud Ahmed67% (3)
- Lecture 2 Process Engineering in Chemical EngineeringDocument36 pagesLecture 2 Process Engineering in Chemical EngineeringPiyush KumawatNo ratings yet
- Waters 2X5LF Customer Familarization Draft V2.0 BEW 8 14 - 2014Document57 pagesWaters 2X5LF Customer Familarization Draft V2.0 BEW 8 14 - 2014Alex Wight100% (1)
- Process Creation & SynthesisDocument120 pagesProcess Creation & SynthesisThrishnaa BalasupurManiamNo ratings yet
- CH04PDocument35 pagesCH04Pkiran367No ratings yet
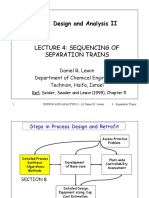
- Design and Analysis II: Lecture 4: Sequencing of Separation TrainsDocument35 pagesDesign and Analysis II: Lecture 4: Sequencing of Separation Trainssimba8661No ratings yet
- Design and Analysis II: Lecture 4: Sequencing of Separation TrainsDocument35 pagesDesign and Analysis II: Lecture 4: Sequencing of Separation TrainsKHUSHBU BHALODIYANo ratings yet
- Heuristics For Process SynthesisDocument14 pagesHeuristics For Process SynthesisSheila ParrillaNo ratings yet
- Sequencing of Separation TrainsDocument35 pagesSequencing of Separation TrainsMohamed AliNo ratings yet
- HeuristicsDocument26 pagesHeuristicsCristel Delgado100% (1)
- LECTURE 05 Heuristics For Process Synthesis PDFDocument15 pagesLECTURE 05 Heuristics For Process Synthesis PDFfarahazizahazhary100% (1)
- Design and Analysis II: Lecture 3: Heuristics For Process SynthesisDocument26 pagesDesign and Analysis II: Lecture 3: Heuristics For Process SynthesisRenzo PONo ratings yet
- 12-ENGINEERING DESIGN GUIDELINES - Distillation Column - Rev 03 WebDocument34 pages12-ENGINEERING DESIGN GUIDELINES - Distillation Column - Rev 03 WebXiomara GuariquesNo ratings yet
- CH 3Document32 pagesCH 3Arbanah MuhammadNo ratings yet
- LCGCSyftRoutineAnalysisSeries2020 PDFDocument75 pagesLCGCSyftRoutineAnalysisSeries2020 PDFho phong voNo ratings yet
- Che 249 - Chapter 3 (Liquid-Liquid Extraction)Document34 pagesChe 249 - Chapter 3 (Liquid-Liquid Extraction)nurul syamimieNo ratings yet
- Azeotropic DestillationDocument12 pagesAzeotropic DestillationBeca StarkNo ratings yet
- Unidad IV - 1Document34 pagesUnidad IV - 1raymundo pantraniNo ratings yet
- Gen Bus 1Document50 pagesGen Bus 1Divine Jacob MathewNo ratings yet
- Depropanizer Design PDFDocument19 pagesDepropanizer Design PDFAli AlengineerNo ratings yet
- Screening Tests For Enhanced Oil Recovery ProjectsDocument15 pagesScreening Tests For Enhanced Oil Recovery ProjectsMudasar Saeed ChaudhryNo ratings yet
- Calculate Saturated-Gas Loads For Vacuum SystemsDocument137 pagesCalculate Saturated-Gas Loads For Vacuum SystemsDHAVALESH AMNo ratings yet
- BestBuchi 47 Soxlet Hot Extraction E-812 816 en NEU LowDocument8 pagesBestBuchi 47 Soxlet Hot Extraction E-812 816 en NEU LowelfanNo ratings yet
- @buchi: Fat Determination: Comparison Between Soxhlet and Hot Extraction Using The Extraction Units E 812/E 816Document8 pages@buchi: Fat Determination: Comparison Between Soxhlet and Hot Extraction Using The Extraction Units E 812/E 816Jonyl Lomigo GarciaNo ratings yet
- Modeling and Control of Distillation Column in A Petroleum ProcessDocument5 pagesModeling and Control of Distillation Column in A Petroleum ProcessgesegsgsNo ratings yet
- 4 Seq Sep Train 2Document57 pages4 Seq Sep Train 2Thrishnaa BalasupurManiamNo ratings yet
- Seperation SequancesDocument37 pagesSeperation Sequancesabdullaziz.alenezi1122No ratings yet
- Modeling and Simulation of Ethyl Acetate Reactive Distillation Column Using ASPEN PLUSDocument52 pagesModeling and Simulation of Ethyl Acetate Reactive Distillation Column Using ASPEN PLUSannursi5100% (4)
- ACBPD Lecture6 2017Document57 pagesACBPD Lecture6 2017MohamedTaherNo ratings yet
- Reactive Distillation: What, Why, and How?: Bob Huss East Tennessee AICHE Seminar Program November 17, 2015Document39 pagesReactive Distillation: What, Why, and How?: Bob Huss East Tennessee AICHE Seminar Program November 17, 2015Abdul Rahim KhanNo ratings yet
- NP 2656Document294 pagesNP 2656Anonymous 1hOgJqwZuzNo ratings yet
- Group ProjectDocument9 pagesGroup ProjectArbaz KhanNo ratings yet
- Table of ContentsDocument3 pagesTable of ContentsMdnor RahimNo ratings yet
- Brakes/Manual Drivetrain & Axles - Capstone ExperienceDocument12 pagesBrakes/Manual Drivetrain & Axles - Capstone Experiencecarlos pilcoNo ratings yet
- Design and Control Integration of A Reactive Distillation Column For Ethyl Lactate ProductionDocument6 pagesDesign and Control Integration of A Reactive Distillation Column For Ethyl Lactate ProductionSaif EvonyNo ratings yet
- Modeling and Control Simulation For A Condensate Distillation ColumnDocument33 pagesModeling and Control Simulation For A Condensate Distillation ColumnKiệt Khôn KhéoNo ratings yet
- Chemical Process Simulations CHE 312 Lec 2Document30 pagesChemical Process Simulations CHE 312 Lec 2Hafi WadgamaNo ratings yet
- Diseño Hidráulico VertederoDocument63 pagesDiseño Hidráulico VertederoFabián Alfredo Neira RuizNo ratings yet
- Batch ProcessesDocument6 pagesBatch ProcessesPlay DineNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
- Process CreationDocument47 pagesProcess CreationAnonymous Qebs6djToNo ratings yet
- Material PropertiesDocument20 pagesMaterial Propertieskhalid ahmedNo ratings yet
- C&EE88Document242 pagesC&EE88Francisco ValenzuelaNo ratings yet
- Gas Absorption Unit SOLTEQ BP751Document2 pagesGas Absorption Unit SOLTEQ BP751Kamelia KharuddinNo ratings yet
- Banff Kyle CADocument106 pagesBanff Kyle CAMatheus Porto TrindadeNo ratings yet
- Vishal KaushikDocument29 pagesVishal KaushikimeagorNo ratings yet
- CHEN 4460 - Process Synthesis, Simulation and OptimizationDocument17 pagesCHEN 4460 - Process Synthesis, Simulation and Optimizationmppatilmayur1679No ratings yet
- 00 20043300 PDFDocument75 pages00 20043300 PDFWilliam RuizNo ratings yet
- EUCASS2010Document26 pagesEUCASS2010bibhu pandaNo ratings yet
- ENGINEERING DESIGN GUIDELINE - Distillation - Column - Rev05Document30 pagesENGINEERING DESIGN GUIDELINE - Distillation - Column - Rev05syazwanjohnmazlan100% (2)
- Application Wear Metals Icp-Oes-5110-5994-1533en Us AgilentDocument6 pagesApplication Wear Metals Icp-Oes-5110-5994-1533en Us AgilentKHUSNUL ILMIAHNo ratings yet
- How To Ensure Trouble-Free HPLC System OperationDocument3 pagesHow To Ensure Trouble-Free HPLC System OperationKavisa GhoshNo ratings yet
- Chemical Process DesignDocument9 pagesChemical Process Designvijendra mauryaNo ratings yet
- Tracer Methods for in Vivo Kinetics: Theory and ApplicationsFrom EverandTracer Methods for in Vivo Kinetics: Theory and ApplicationsNo ratings yet
- Chemistry: Inorganic Qualitative Analysis in the LaboratoryFrom EverandChemistry: Inorganic Qualitative Analysis in the LaboratoryRating: 5 out of 5 stars5/5 (1)
- Emergency Relief System Design Using DIERS Technology: The Design Institute for Emergency Relief Systems (DIERS) Project ManualFrom EverandEmergency Relief System Design Using DIERS Technology: The Design Institute for Emergency Relief Systems (DIERS) Project ManualRating: 4 out of 5 stars4/5 (1)
- Computer Aided Process Planning (CAPP): 2nd EditionFrom EverandComputer Aided Process Planning (CAPP): 2nd EditionNo ratings yet
- RELEASE: A Model with Data to Predict Aerosol Rainout in Accidental ReleasesFrom EverandRELEASE: A Model with Data to Predict Aerosol Rainout in Accidental ReleasesNo ratings yet
- Chapter 2 Part II (B) Process and Product Design, Process Ceration and SustainabilityDocument41 pagesChapter 2 Part II (B) Process and Product Design, Process Ceration and SustainabilityThrishnaa BalasupurManiamNo ratings yet
- Classification of Living Things - Biology Notes IGCSE 2014Document34 pagesClassification of Living Things - Biology Notes IGCSE 2014Masthankhan PatanNo ratings yet
- Electrofishing ReportDocument21 pagesElectrofishing ReportThrishnaa BalasupurManiamNo ratings yet
- Science Form 3 Chapter 1 - Respiration (Notes)Document4 pagesScience Form 3 Chapter 1 - Respiration (Notes)Autumn JJ40% (5)
- An Overview of Chemical Process Design EngineeringDocument8 pagesAn Overview of Chemical Process Design EngineeringAzri RazakNo ratings yet
- Assignment 1 Group 1 PDFDocument7 pagesAssignment 1 Group 1 PDFThrishnaa BalasupurManiamNo ratings yet
- Chapter 3 Part I Separation SystemDocument19 pagesChapter 3 Part I Separation SystemThrishnaa BalasupurManiamNo ratings yet
- Fraser River Salmon: Sarah O'Neal and Dr. Carol Ann Woody, Fisheries Research and ConsultingDocument2 pagesFraser River Salmon: Sarah O'Neal and Dr. Carol Ann Woody, Fisheries Research and ConsultingThrishnaa BalasupurManiamNo ratings yet
- CostDocument22 pagesCostNguyen Huu HieuNo ratings yet
- 0 General Site ConsiderationDocument57 pages0 General Site ConsiderationThrishnaa BalasupurManiamNo ratings yet
- 2 Process Creation 1Document42 pages2 Process Creation 1Thrishnaa BalasupurManiamNo ratings yet
- 4 Seq Sep Train 2Document57 pages4 Seq Sep Train 2Thrishnaa BalasupurManiamNo ratings yet
- Activated Sludge Process, Design Criteria, Advantages & DisadvantagesDocument3 pagesActivated Sludge Process, Design Criteria, Advantages & DisadvantagesThrishnaa BalasupurManiamNo ratings yet
- ActivatedSludge PDFDocument22 pagesActivatedSludge PDFAndrés Felipe RoseroNo ratings yet
- ActivatedSludge PDFDocument22 pagesActivatedSludge PDFAndrés Felipe RoseroNo ratings yet
- Sizing HEXDocument15 pagesSizing HEXThrishnaa BalasupurManiamNo ratings yet
- Lecture#3 PDFDocument16 pagesLecture#3 PDFThrishnaa BalasupurManiamNo ratings yet
- Dust Explosion Incidents in Malaysia For Powder Manufacturing IndustriesDocument8 pagesDust Explosion Incidents in Malaysia For Powder Manufacturing IndustriesThrishnaa BalasupurManiamNo ratings yet
- Assignment 5 Risk AssessmentDocument2 pagesAssignment 5 Risk AssessmentThrishnaa BalasupurManiamNo ratings yet
- Tables 2.4 and 2.5Document2 pagesTables 2.4 and 2.5Thrishnaa BalasupurManiamNo ratings yet
- Assignment 2Document1 pageAssignment 2Thrishnaa BalasupurManiamNo ratings yet
- Lecture 2 PDFDocument22 pagesLecture 2 PDFThrishnaa BalasupurManiamNo ratings yet
- Separation Train Synthesis: Number of Sequences For Ordinary DistillationDocument10 pagesSeparation Train Synthesis: Number of Sequences For Ordinary DistillationThrishnaa BalasupurManiamNo ratings yet
- HeuristicsDocument16 pagesHeuristicsGöksu KutluNo ratings yet
- Lecture 2Document13 pagesLecture 2Thrishnaa BalasupurManiamNo ratings yet
- Assignment QuestionDocument1 pageAssignment QuestionThrishnaa BalasupurManiamNo ratings yet
- Axis TitleDocument6 pagesAxis TitleAUDREY MUGASNo ratings yet
- Att 6. Tentative Commissioning Sequence & System PriorityDocument3 pagesAtt 6. Tentative Commissioning Sequence & System PriorityMahadevan MahalingamNo ratings yet
- 2.5 Inch Test Spirals Fluid SystemsDocument1 page2.5 Inch Test Spirals Fluid SystemsKhoiruman AssyaidanieyNo ratings yet
- 07 - Micro and Ultrafiltration PDFDocument3 pages07 - Micro and Ultrafiltration PDFkarna22079770No ratings yet
- 2180502Document4 pages2180502Maulik GajeraNo ratings yet
- FlammabilityDocument40 pagesFlammabilitySoroiu CristianNo ratings yet
- Aerated LagoonsDocument8 pagesAerated LagoonsusmansherdinNo ratings yet
- FluidizationDocument3 pagesFluidizationUmairAhmedNo ratings yet
- Combustion in Premixed & Diffusion FlamesDocument16 pagesCombustion in Premixed & Diffusion FlamesRahul Singh TomarNo ratings yet
- Handbook of Building Materials For Fire Protection - Engineering ReferenceDocument5 pagesHandbook of Building Materials For Fire Protection - Engineering ReferenceDorinNo ratings yet
- FCC Catalytic CrackingDocument11 pagesFCC Catalytic CrackingMarco BertoldiNo ratings yet
- Ihs Rp195b TocDocument10 pagesIhs Rp195b Tocswaggeroni yololoNo ratings yet
- SABO FOAM Brochure 2019Document6 pagesSABO FOAM Brochure 2019Luis Alberto Serrano MesaNo ratings yet
- Principles of Heterogeneous Catalysis CHE633A, First Semester 2021-22Document9 pagesPrinciples of Heterogeneous Catalysis CHE633A, First Semester 2021-22Rajendra SahuNo ratings yet
- ScienceDirect Citations 1531018922027Document4 pagesScienceDirect Citations 1531018922027linamendozaNo ratings yet
- The Bunsen Burner: Air Hole OpenDocument1 pageThe Bunsen Burner: Air Hole OpenLeena BhaiNo ratings yet
- % NVL KoreaDocument116 pages% NVL KoreaĐỗ Nguyễn Hương GiangNo ratings yet
- Course Unit: Bachelor of Science in Mechanical Engineering: Mechanical Engineering Laboratory 1Document6 pagesCourse Unit: Bachelor of Science in Mechanical Engineering: Mechanical Engineering Laboratory 1Sandra Abancio HollmanNo ratings yet
- Power Grid Campus Biharsharif Nalanda: D.A.V Public SchoolDocument28 pagesPower Grid Campus Biharsharif Nalanda: D.A.V Public SchoolAnindya BhattacharyaNo ratings yet
- Lab 2 - Extraction and RecrystallizationDocument4 pagesLab 2 - Extraction and RecrystallizationJoshua Smith100% (2)
- 4.5 Fire Fighting EquipmentsDocument3 pages4.5 Fire Fighting EquipmentsAnil DNo ratings yet
- Membrane Processing: Whey Protein Concentrate (WPC)Document7 pagesMembrane Processing: Whey Protein Concentrate (WPC)Poorani ArunachalamNo ratings yet
- Full Download Book Advances in Synthesis Gas Methods Technologies and Applications Volume 4 Syngas Process Modelling and Apparatus Simulation PDFDocument41 pagesFull Download Book Advances in Synthesis Gas Methods Technologies and Applications Volume 4 Syngas Process Modelling and Apparatus Simulation PDFchristopher.vale567100% (21)
- Bhagwan Arihant Institute of Technology: Subject: Waste Water Engineering Grade: Chem Sem 6Document3 pagesBhagwan Arihant Institute of Technology: Subject: Waste Water Engineering Grade: Chem Sem 6Jigna PatelNo ratings yet
- Fluidization ReportDocument13 pagesFluidization Reportمحمود محمدNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityKashyap TailorNo ratings yet
- Advancements in Sulfur Recovery ProcessesDocument21 pagesAdvancements in Sulfur Recovery Processesprateek kumarNo ratings yet
- General Chemical TechnologyDocument2 pagesGeneral Chemical Technologyakash sharmaNo ratings yet
- Simple & Complex RefineriesDocument6 pagesSimple & Complex RefineriesFernanda Guerrero100% (1)
- Pryophoric Iron FiresDocument3 pagesPryophoric Iron FiresJeremy CiminiNo ratings yet