You might also like
- Assignment 2Document25 pagesAssignment 2Ahmet Samet ÖzdilekNo ratings yet
- Pyrolysis of Waste Tyres Into Fuels: Group MembersDocument18 pagesPyrolysis of Waste Tyres Into Fuels: Group Membersmuhammad ibrahimNo ratings yet
- CE 3105 Multicomponent Distillation TutorialDocument2 pagesCE 3105 Multicomponent Distillation TutorialkmafeNo ratings yet
- Plant Layout: Che 4253 - Design I Che 4253 - Design IDocument10 pagesPlant Layout: Che 4253 - Design I Che 4253 - Design Ivb_pol@yahooNo ratings yet
- HAZOP Footprint - UC Riverside, CHE175A, Chemical Process DesignDocument9 pagesHAZOP Footprint - UC Riverside, CHE175A, Chemical Process DesignGabriel S. Gusmão (Freddie)No ratings yet
- Heat Ingeration of Distillation ColumnsDocument36 pagesHeat Ingeration of Distillation ColumnsNorzaifee NizamudinNo ratings yet
- Heat Integration: Automated Design of Heat Exchanger NetworksDocument23 pagesHeat Integration: Automated Design of Heat Exchanger NetworksTheepa SubramaniamNo ratings yet
- KR3543-Lecture 2-VLE and Flash Calculation 20192020 - Revised-20190912065536 PDFDocument66 pagesKR3543-Lecture 2-VLE and Flash Calculation 20192020 - Revised-20190912065536 PDFNatasha Mgt JoharNo ratings yet
- Smit Ds Chapter 2Document29 pagesSmit Ds Chapter 2alinoriNo ratings yet
- CDB 4313 Heat Integration - Case Studies Week 3Document15 pagesCDB 4313 Heat Integration - Case Studies Week 3harvin raoNo ratings yet
- Tutorial Questions On Heat Ex ChangersDocument3 pagesTutorial Questions On Heat Ex ChangersPuneet Garg100% (1)
- External Pumping StationDocument10 pagesExternal Pumping Stationabdullah sahibNo ratings yet
- CHE3164 Assignment 1 2016 - Rev 2Document3 pagesCHE3164 Assignment 1 2016 - Rev 2Mashroof AhmedNo ratings yet
- CRE AssignmentDocument5 pagesCRE AssignmentKuldeepChoudharyNo ratings yet
- Flash Drum Design Che 4253 - Design I CheDocument5 pagesFlash Drum Design Che 4253 - Design I CheDiliniNo ratings yet
- YYF - CDB 2023 - Heat Exchangers (Chapter 11) - 081118Document91 pagesYYF - CDB 2023 - Heat Exchangers (Chapter 11) - 081118Muhd Haziq SyahmiNo ratings yet
- Chapter 18 Metabolic PathwaysDocument133 pagesChapter 18 Metabolic PathwaysM3hdi87No ratings yet
- Assignment WWTD 2Document9 pagesAssignment WWTD 2imranNo ratings yet
- Lect 4multicomponemts DistillationDocument47 pagesLect 4multicomponemts DistillationNihad S ZainNo ratings yet
- Steampowerplant Complete 150624210524 Lva1 App6892 PDFDocument57 pagesSteampowerplant Complete 150624210524 Lva1 App6892 PDFbajrangNo ratings yet
- Ugpa3033 Process Optimization and Simulation Tutorial 5: I o I o F, I F, o I oDocument1 pageUgpa3033 Process Optimization and Simulation Tutorial 5: I o I o F, I F, o I oTko Kai OnnNo ratings yet
- Notes5 Simple ReactorsDocument40 pagesNotes5 Simple ReactorsstorkjjNo ratings yet
- p1512 eDocument4 pagesp1512 eJavier Augusto ReyesNo ratings yet
- ChE312 Tutorial 4Document5 pagesChE312 Tutorial 4Anagha SubashNo ratings yet
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorDocument2 pagesSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarNo ratings yet
- Air Pollution 3Document28 pagesAir Pollution 3api-3824811100% (1)
- FYDP 2 Students Briefing PDFDocument15 pagesFYDP 2 Students Briefing PDFCai ZiminNo ratings yet
- Unit Outline and Introduction To Design: © HB Vuthaluru 2006Document41 pagesUnit Outline and Introduction To Design: © HB Vuthaluru 2006Adrian John Soe MyintNo ratings yet
- Fta Eta Hazop ExerciseDocument3 pagesFta Eta Hazop ExerciseMarouane AdamNo ratings yet
- Chapter1 Site ConsiderationsDocument57 pagesChapter1 Site ConsiderationsBatul KhuzemaNo ratings yet
- Heuristic Design of Reaction/Separation ProcessesDocument8 pagesHeuristic Design of Reaction/Separation ProcessesAndrea VittoNo ratings yet
- Heat Ingeration of ReactorsDocument29 pagesHeat Ingeration of ReactorsSharmimi RazakNo ratings yet
- Basic Distillation: Process Modeling Using Aspen Plus (Radfrac Models)Document21 pagesBasic Distillation: Process Modeling Using Aspen Plus (Radfrac Models)ashraf-84No ratings yet
- Group Assignment Q1Document2 pagesGroup Assignment Q1Muhdhadi SajariNo ratings yet
- Third Series by DR - SalimDocument50 pagesThird Series by DR - SalimWessam EssamNo ratings yet
- Topic 1.0 TCE 5202 FB Control System With Large Dead Time 1Document28 pagesTopic 1.0 TCE 5202 FB Control System With Large Dead Time 1Prince EugoNo ratings yet
- Lecture 2 - GCC and Utilities PlacementDocument21 pagesLecture 2 - GCC and Utilities Placement翁宝怡No ratings yet
- Safety QuestionsDocument4 pagesSafety QuestionsFahad Bin Ali0% (1)
- No.1 Calculation of Pump Head.: "Cooling Tower"Document20 pagesNo.1 Calculation of Pump Head.: "Cooling Tower"GandiPermanaNo ratings yet
- Thanh Phong - Ductwork Catalog Ver02Document52 pagesThanh Phong - Ductwork Catalog Ver02Phanhai Kaka100% (1)
- Recycle. Process EngineeringDocument20 pagesRecycle. Process EngineeringDarel WilliamsNo ratings yet
- Thermodynamics and Simulation of Mass Transfer Equipment 2Document8 pagesThermodynamics and Simulation of Mass Transfer Equipment 2David DualNo ratings yet
- CPM Report 2 Waste To Plastics Process AlternativesDocument117 pagesCPM Report 2 Waste To Plastics Process AlternativesJanice YanNo ratings yet
- Welfare Effects of Air Pollution - FullDocument37 pagesWelfare Effects of Air Pollution - FulljparkteachNo ratings yet
- Dewatering Processes and PracticesDocument46 pagesDewatering Processes and PracticesSebastian Gomez BetancourtNo ratings yet
- Effectiveness - NTU CurvesDocument31 pagesEffectiveness - NTU CurvesLoken Rizal0% (1)
- A General Review of Thermodynamic Concepts: KMU220 Chemical Engineering Thermodynamics IDocument24 pagesA General Review of Thermodynamic Concepts: KMU220 Chemical Engineering Thermodynamics ISaud Hashmi100% (1)
- Group 1 - ETHYLBENZENE PRODUCTIONDocument7 pagesGroup 1 - ETHYLBENZENE PRODUCTIONQuỳnh Như PhạmNo ratings yet
- Unit-10 Methanol To OlefinDocument19 pagesUnit-10 Methanol To OlefinDurgesh Dev TripathiNo ratings yet
- Design Process PDFDocument19 pagesDesign Process PDFmithuwanNo ratings yet
- 4) Air PollutionDocument107 pages4) Air PollutionNur SyahiraNo ratings yet
- Fydp Final Report - TharushiDocument140 pagesFydp Final Report - TharushiharshaNo ratings yet
- Chapter 4Document35 pagesChapter 4Leon TanNo ratings yet
- Pressure DropDocument42 pagesPressure DropSói Con100% (1)
- 04 Distillation SequencingDocument36 pages04 Distillation SequencingHasnin ArifianiNo ratings yet
- Hot and Cold Pinch PDFDocument7 pagesHot and Cold Pinch PDFYatharth SahuNo ratings yet
- Sensitivity Analysis and Duality of LP ProblemsDocument29 pagesSensitivity Analysis and Duality of LP ProblemsHồng DiễmNo ratings yet
- Lecture 3.b - Dynamic Programming PDFDocument46 pagesLecture 3.b - Dynamic Programming PDFRagnarokNo ratings yet
- Khan 2000Document18 pagesKhan 2000HIMANSHU YADAVNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
- Chapter 3 Part I Separation SystemDocument19 pagesChapter 3 Part I Separation SystemThrishnaa BalasupurManiamNo ratings yet
- Chapter 2 Part II (B) Process and Product Design, Process Ceration and SustainabilityDocument41 pagesChapter 2 Part II (B) Process and Product Design, Process Ceration and SustainabilityThrishnaa BalasupurManiamNo ratings yet
- Activated Sludge Process, Design Criteria, Advantages & DisadvantagesDocument3 pagesActivated Sludge Process, Design Criteria, Advantages & DisadvantagesThrishnaa BalasupurManiamNo ratings yet
- Fraser River Salmon: Sarah O'Neal and Dr. Carol Ann Woody, Fisheries Research and ConsultingDocument2 pagesFraser River Salmon: Sarah O'Neal and Dr. Carol Ann Woody, Fisheries Research and ConsultingThrishnaa BalasupurManiamNo ratings yet
- Dust Explosion Incidents in Malaysia For Powder Manufacturing IndustriesDocument8 pagesDust Explosion Incidents in Malaysia For Powder Manufacturing IndustriesThrishnaa BalasupurManiamNo ratings yet
- Sizing HEXDocument15 pagesSizing HEXThrishnaa BalasupurManiamNo ratings yet
- 2 Process Creation 1Document42 pages2 Process Creation 1Thrishnaa BalasupurManiamNo ratings yet
- Solution Manual Chemical Process Safety 3rd EditionDocument698 pagesSolution Manual Chemical Process Safety 3rd EditionAmirul Abu94% (308)
- CostDocument22 pagesCostNguyen Huu HieuNo ratings yet
- Assignment 5 Risk AssessmentDocument2 pagesAssignment 5 Risk AssessmentThrishnaa BalasupurManiamNo ratings yet
- Separation Train Synthesis: Number of Sequences For Ordinary DistillationDocument10 pagesSeparation Train Synthesis: Number of Sequences For Ordinary DistillationThrishnaa BalasupurManiamNo ratings yet
- Lecture 2 PDFDocument22 pagesLecture 2 PDFThrishnaa BalasupurManiamNo ratings yet
- Assignment QuestionDocument1 pageAssignment QuestionThrishnaa BalasupurManiamNo ratings yet
- 4 Seq Sep TrainDocument35 pages4 Seq Sep TrainThrishnaa BalasupurManiamNo ratings yet
- SKF 4513 Plant Design 1: HEURISTICS (Rules of Thumb) FOR Process SynthesisDocument36 pagesSKF 4513 Plant Design 1: HEURISTICS (Rules of Thumb) FOR Process SynthesisThrishnaa BalasupurManiam0% (1)
- Ch9 BenefitCostAnalysis StudentDocument14 pagesCh9 BenefitCostAnalysis StudentThrishnaa BalasupurManiamNo ratings yet
- Stability of Closed-Loop Control SystemsDocument19 pagesStability of Closed-Loop Control SystemsThrishnaa BalasupurManiamNo ratings yet
- Tabel Tingkat Suku BungaDocument32 pagesTabel Tingkat Suku BungaFhadjroel AntekNo ratings yet
- 4 .0 Result and Discussion: Table 4.1: Refractive Index For Each Acetone-Water MixturesDocument9 pages4 .0 Result and Discussion: Table 4.1: Refractive Index For Each Acetone-Water MixturesThrishnaa BalasupurManiamNo ratings yet
- 12CHEM Long Response Dot PointsDocument11 pages12CHEM Long Response Dot PointsJane YooNo ratings yet
- Flexible PavementDocument26 pagesFlexible PavementMahmut YurtNo ratings yet
- Use The Grid Below To Draw The Al-Li Phase Diagram Based Upon The ...Document24 pagesUse The Grid Below To Draw The Al-Li Phase Diagram Based Upon The ...quiqueNo ratings yet
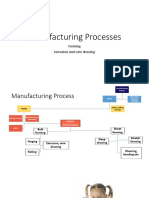
- Slide 11 Extrusion and Wire DrawingDocument53 pagesSlide 11 Extrusion and Wire Drawingjohn doeNo ratings yet
- GORE Automotive Vents Exterior Lighting Datasheet ENDocument4 pagesGORE Automotive Vents Exterior Lighting Datasheet ENAaron HuangNo ratings yet
- Review of Catalysts For Tar Elimination in Biomass GasificationDocument9 pagesReview of Catalysts For Tar Elimination in Biomass GasificationEmilio Jose Carrillo CardenasNo ratings yet
- Solid Waste ManagementDocument19 pagesSolid Waste Managementayush maheshwariNo ratings yet
- Chemrite PP FibreDocument3 pagesChemrite PP FibreICPL-RWPNo ratings yet
- Jacketed VesselsDocument2 pagesJacketed VesselsImamRNNo ratings yet
- Potato Starch Bioplastic 2Document31 pagesPotato Starch Bioplastic 2Yang JungwonNo ratings yet
- Rates For Rate Analysis Excel FormatDocument23 pagesRates For Rate Analysis Excel FormatIswers GuptaNo ratings yet
- Novel Uses For Agilent ICP-MS in A Changing WorldDocument8 pagesNovel Uses For Agilent ICP-MS in A Changing WorldXANPHOXYL KIBETNo ratings yet
- Drawing & Catalogue-Kumwell PDFDocument15 pagesDrawing & Catalogue-Kumwell PDFDevis RipomoNo ratings yet
- Retrofitting of RC Structure Using FRP Laminate: AbstractDocument10 pagesRetrofitting of RC Structure Using FRP Laminate: AbstractYo Yo AkNo ratings yet
- Chemistry G12 Model Exam2016Document10 pagesChemistry G12 Model Exam2016Bereket AsefaNo ratings yet
- Aimer Bathroom CatalogDocument12 pagesAimer Bathroom CatalogmdnajmieNo ratings yet
- Elvacite® 2016 Acrylic Resin: ApplicationsDocument4 pagesElvacite® 2016 Acrylic Resin: ApplicationsPaola Lopez100% (2)
- Building Code of Pakistan 2021Document614 pagesBuilding Code of Pakistan 2021Uzair Maqbool KhanNo ratings yet
- F 7377 PDFDocument4 pagesF 7377 PDFLogan Marquez AguayoNo ratings yet
- Iso 5149-1 - 2014-04Document52 pagesIso 5149-1 - 2014-04Raj KumarNo ratings yet
- Unit 5 - OnlineDocument31 pagesUnit 5 - OnlineVi NguyễnNo ratings yet
- MTPDF4 - Module 4 Main PDF LessonDocument35 pagesMTPDF4 - Module 4 Main PDF LessonEunnicePanaliganNo ratings yet
- Enclosure 3512BDocument6 pagesEnclosure 3512BaguswNo ratings yet
- Design of Pipe Sleeper and Raised Pipe Sleeper On Steel FrameDocument22 pagesDesign of Pipe Sleeper and Raised Pipe Sleeper On Steel FrameAmmarNo ratings yet
- Bche 111l Chemistry For Engineers Weeks 1 9 Self Instructional Manual Rev2Document233 pagesBche 111l Chemistry For Engineers Weeks 1 9 Self Instructional Manual Rev2Rob LunaNo ratings yet
- Thompsonetal 2012Document29 pagesThompsonetal 2012Sajjad AnwarNo ratings yet
- Fundamentals of Fluid Flow in Porous MediaDocument336 pagesFundamentals of Fluid Flow in Porous MediaAnderson Portilla BenavidesNo ratings yet
- Hoja Técnica Mpa 4020 Ba AntiedimentanteDocument2 pagesHoja Técnica Mpa 4020 Ba AntiedimentanteBryan GavilanezNo ratings yet
- Geotechnical Engineering IiDocument72 pagesGeotechnical Engineering IiGhail Rivas Gha ILNo ratings yet
- 02-Rheological Investigation of The Flotation Performance of High ClayDocument8 pages02-Rheological Investigation of The Flotation Performance of High Clayrolandoh1No ratings yet