You might also like
- Tabla #. Presupuesto de Inversiones Con Recursos PropiosDocument4 pagesTabla #. Presupuesto de Inversiones Con Recursos PropiosalexisNo ratings yet
- Modelo Analisis FinancieroDocument39 pagesModelo Analisis FinancieroJoely GonzalesNo ratings yet
- Eficiencia Global de EquiposDocument2 pagesEficiencia Global de EquiposJose DoriaNo ratings yet
- Valoraion de Empresas 1Document9 pagesValoraion de Empresas 1Christian VanoyNo ratings yet
- Catalogo de Servicios Contables 2021Document162 pagesCatalogo de Servicios Contables 2021Axel CamposNo ratings yet
- Manual a2HACDocument304 pagesManual a2HACNailetNo ratings yet
- La Actuacion Del Contador Publico en Un FideicomisoDocument55 pagesLa Actuacion Del Contador Publico en Un Fideicomisodc210No ratings yet
- Detección de Fallas en Grasas LubricantesDocument2 pagesDetección de Fallas en Grasas LubricantesJacques Lopez OrtegaNo ratings yet
- Desarrollo Ejercicios Costos de Empresas PoliproductorasDocument19 pagesDesarrollo Ejercicios Costos de Empresas PoliproductorasValentina AbârcaNo ratings yet
- Automatizacion Porton Priv. San BenedettoDocument1 pageAutomatizacion Porton Priv. San BenedettoJorge HuertaNo ratings yet
- Cálculos de Gastos en Escritura de Compra y VentaDocument5 pagesCálculos de Gastos en Escritura de Compra y VentaJosué CoverNo ratings yet
- Modelo Canvas Seat DesarrolloDocument8 pagesModelo Canvas Seat DesarrolloAlvaro Alcon MillaresNo ratings yet
- Estandar de Practica Actuarial 1Document7 pagesEstandar de Practica Actuarial 1knight_shadow999No ratings yet
- FCL EvaluacionDocument6 pagesFCL EvaluacionAlejandro Sebastian Romero CisnerosNo ratings yet
- CashlogyTickets MICRO v1 2 ES PDFDocument9 pagesCashlogyTickets MICRO v1 2 ES PDFYONo ratings yet
- Ejercicio 6Document6 pagesEjercicio 6Aura GutierrezNo ratings yet
- Mercantil 10 Modificaciones de La Escritura SocialDocument10 pagesMercantil 10 Modificaciones de La Escritura SocialyuhrygNo ratings yet
- Ejercicios de Bioestadistica 2020 ADocument65 pagesEjercicios de Bioestadistica 2020 AeduardoNo ratings yet
- AA7 Interpretación de Estados FinancierosDocument11 pagesAA7 Interpretación de Estados FinancierosDIEGO ANDRES MORENO VASQUEZNo ratings yet
- Rol de Pagos Ecuador 2019Document4 pagesRol de Pagos Ecuador 2019Johnny Leonardo Gabela MuñozNo ratings yet
- Estudio de Prefactibilidad para La Implementación de Una Planta Embotelladora de Agua de Mesa en La Provincia de Chincha 2019Document78 pagesEstudio de Prefactibilidad para La Implementación de Una Planta Embotelladora de Agua de Mesa en La Provincia de Chincha 2019cristhian huamanNo ratings yet
- Manual de Estructuras Cat. y Versión Legible Sistema de Transmisión 1.4Document253 pagesManual de Estructuras Cat. y Versión Legible Sistema de Transmisión 1.4Alejandro Quezada100% (1)
- Vida UtilDocument7 pagesVida UtilgabyNo ratings yet
- Planilla de BonosDocument4 pagesPlanilla de Bonosape_boxNo ratings yet
- Boletin A2 HAC 10.51-BASICO-PVDocument5 pagesBoletin A2 HAC 10.51-BASICO-PVOttman MayzNo ratings yet
- Propuesta de InversiónDocument4 pagesPropuesta de InversiónCarlos IsazaNo ratings yet
- Proyeccion de Ingresos y GastosDocument12 pagesProyeccion de Ingresos y GastosDiego PérezNo ratings yet
- Documento I-CAR - WS Envio Datos A MunicipalidadDocument9 pagesDocumento I-CAR - WS Envio Datos A Municipalidadevelyn74nNo ratings yet
- 2.-Informacion Flujo Efectivo Cunori, S.a..Xls 2222222222222Document2 pages2.-Informacion Flujo Efectivo Cunori, S.a..Xls 2222222222222Jonathan SosaNo ratings yet
- TN12 - Inversión Activos Financieros PDFDocument14 pagesTN12 - Inversión Activos Financieros PDFJuan MoraNo ratings yet
- Anexo A Del Tratado General de Integracion EconomicaDocument2 pagesAnexo A Del Tratado General de Integracion EconomicaBernardo ThunNo ratings yet
- Cuadro ComparativoDocument3 pagesCuadro ComparativoSANDRA LETICIA CARRILLONo ratings yet
- Plantilla Fonade EjemploDocument7 pagesPlantilla Fonade EjemploJORGE ARMANDO AVENDANO CHAPARRO100% (1)
- Visite Diferentes Almacenes de CadenaDocument3 pagesVisite Diferentes Almacenes de CadenaJacinto CaroNo ratings yet
- Formato KardexDocument1 pageFormato KardexJefferson ZambranoNo ratings yet
- Comapan y CompetidoresDocument20 pagesComapan y CompetidoresJessica Paola Sanchez CanoNo ratings yet
- Mecánica Del Barco PesqueroDocument10 pagesMecánica Del Barco PesquerojNo ratings yet
- 55 - Energías Renovables para Empresas PYMES - Unidad 4 (Pag 105-134)Document30 pages55 - Energías Renovables para Empresas PYMES - Unidad 4 (Pag 105-134)Luis MerkiNo ratings yet
- Estados Fros 2016 2018 InterllantasDocument23 pagesEstados Fros 2016 2018 InterllantasCarlos OchoaNo ratings yet
- Ejercicio 2 La Moderna PDFDocument1 pageEjercicio 2 La Moderna PDFMelissa TreviñoNo ratings yet
- El Ciclo de Vida SKF para RodamientosDocument23 pagesEl Ciclo de Vida SKF para RodamientosSandra Yadhit Higuera ArchilaNo ratings yet
- CamaroDocument4 pagesCamaroMaria AngelicaNo ratings yet
- Proyecto Diseño de Sistema ProductivoDocument12 pagesProyecto Diseño de Sistema ProductivoAlison Gabriela Araúz EspinozaNo ratings yet
- Estrategia Pura y SimpleDocument55 pagesEstrategia Pura y SimpleMaria Augusta Zavala TorresNo ratings yet
- Manual Usuario LML Star DeLuxe 125 2TDocument52 pagesManual Usuario LML Star DeLuxe 125 2TJackNo ratings yet
- Proyecto Renta AutosDocument58 pagesProyecto Renta AutosChristian Santiago Gordón Fiallos100% (1)
- El Contrato Producciones Cooperadas Modalidad para Inversión Extranjera CubaDocument8 pagesEl Contrato Producciones Cooperadas Modalidad para Inversión Extranjera CubaHector Saiz SosaNo ratings yet
- Marco Teorico FerreteriaDocument20 pagesMarco Teorico Ferreteriaedwin martinezNo ratings yet
- Nuevas Funciones y Características de Aspel-SAE 6 0Document13 pagesNuevas Funciones y Características de Aspel-SAE 6 0Oscar F. RiugaNo ratings yet
- Evidencia 1 Flujograma "Procesos DDocument11 pagesEvidencia 1 Flujograma "Procesos DXD CRACKSNo ratings yet
- (Ensayo y Ejemplo de Estado Finacieros Pro Forma) Unidad 4 Actividad 1Document8 pages(Ensayo y Ejemplo de Estado Finacieros Pro Forma) Unidad 4 Actividad 1Rosa LopezNo ratings yet
- Catálogo de Cuentas para Control de Costos, en Empresas ConstructorasDocument2 pagesCatálogo de Cuentas para Control de Costos, en Empresas ConstructorasmarinomNo ratings yet
- Ejercicio LeasingDocument2 pagesEjercicio LeasingHeidy20No ratings yet
- 3 Diagnostico de Procesos Con Malcolm BaldrigeDocument18 pages3 Diagnostico de Procesos Con Malcolm BaldrigeJulio Cesar Marenco EscorciaNo ratings yet
- Resumen Capítulo 6 E-CommerceDocument3 pagesResumen Capítulo 6 E-CommercemariaNo ratings yet
- Ejercicios Resueltos Ventas A Plazos Preparación FinalDocument2 pagesEjercicios Resueltos Ventas A Plazos Preparación FinalFabian UrreaNo ratings yet
- 01 - Ejercicios Programación LinealDocument3 pages01 - Ejercicios Programación Linealfabiola sosa salazarNo ratings yet
- 3 Centro ComercialDocument21 pages3 Centro ComercialDULCE MARIA CARDENAS POZUELOSNo ratings yet
- Paso 3 - Trabajo Colaborativo 2 - Formular Acciones de Mejora para El ProcesoDocument23 pagesPaso 3 - Trabajo Colaborativo 2 - Formular Acciones de Mejora para El ProcesoLuis Fernando Cuesta Hoyos100% (1)
- Calidad EstadisticaDocument4 pagesCalidad EstadisticaJulio Cesar Uh100% (1)
- Ensayo Unidad 5Document2 pagesEnsayo Unidad 5MariiMartiinezNo ratings yet
- Tipos de VendajesDocument8 pagesTipos de VendajesMariiMartiinezNo ratings yet
- Aplicación de Las 5sDocument24 pagesAplicación de Las 5sMariiMartiinezNo ratings yet
- Unidad IV Curva de La BañeraDocument19 pagesUnidad IV Curva de La BañeraMariiMartiinezNo ratings yet
- Presentación PGM WinDocument19 pagesPresentación PGM WinMariiMartiinezNo ratings yet
- Mantenimiento PreventivoDocument31 pagesMantenimiento PreventivoMariiMartiinezNo ratings yet
- 5s Aplicadas A Un Taller de TornoDocument23 pages5s Aplicadas A Un Taller de TornoMariiMartiinez0% (2)
- Mantenimiento Productivo Total TPM en Una Purificadora de AguaDocument15 pagesMantenimiento Productivo Total TPM en Una Purificadora de AguaMariiMartiinezNo ratings yet
- Ergonomia Resumen Unidad 1Document47 pagesErgonomia Resumen Unidad 1MariiMartiinezNo ratings yet
- 1 La Situacion Demografica en MexicoDocument10 pages1 La Situacion Demografica en MexicoMariiMartiinezNo ratings yet
- DISCURSODocument2 pagesDISCURSOjulissaNo ratings yet
- La Mecánica de La Dominación InternaDocument2 pagesLa Mecánica de La Dominación InternaEduardo Ramirez MarcosNo ratings yet
- Planta Concentradora y Manejo de Mena en Seco y HúmedoDocument97 pagesPlanta Concentradora y Manejo de Mena en Seco y HúmedoManuel PérezNo ratings yet
- Sistema Dewey de ClasificaciónDocument3 pagesSistema Dewey de ClasificaciónMiller VerdeNo ratings yet
- Ev2 eqFITART MariaFernandaGarciaCevallos 104Document6 pagesEv2 eqFITART MariaFernandaGarciaCevallos 104Mafer CevallosNo ratings yet
- El Código Civil Del Perú 1852-1936 Y 1984Document19 pagesEl Código Civil Del Perú 1852-1936 Y 1984Giomar Velásquez100% (3)
- Importancia de La AeronáuticaDocument1 pageImportancia de La AeronáuticaemmgrNo ratings yet
- Evento Evaluativo No 2Document12 pagesEvento Evaluativo No 2Braidy Yamith Gil AriasNo ratings yet
- Identificando-el-Sustantivo-Artículo-Adjetivo-y-PronombreDocument5 pagesIdentificando-el-Sustantivo-Artículo-Adjetivo-y-PronombreJosita VblNo ratings yet
- INFORME 2 BIOLOGIA - Materiales de LaboratorioDocument15 pagesINFORME 2 BIOLOGIA - Materiales de LaboratorioGuns 2798100% (1)
- Proporcionalidad Directa e InversaDocument6 pagesProporcionalidad Directa e InversaMisael ArteagaNo ratings yet
- Sitios Que No Cumplen 1 Qna - Feb - 2016Document13 pagesSitios Que No Cumplen 1 Qna - Feb - 2016YoryoReloadedNo ratings yet
- Presentación de UnidadDocument10 pagesPresentación de UnidadPILAR MOLINANo ratings yet
- Catalogo Cali 2021 - 2022Document26 pagesCatalogo Cali 2021 - 2022Felix Villagra NogalesNo ratings yet
- Instalar y Configurar Servidor DNS Bind en Ubuntu 22.04 LtsDocument4 pagesInstalar y Configurar Servidor DNS Bind en Ubuntu 22.04 LtsHugo Paltán OrellanaNo ratings yet
- Indice de PeroxidoDocument11 pagesIndice de PeroxidoLucero Pamela Vilca MamaniNo ratings yet
- Norma g30Document15 pagesNorma g30Mistral Trebejo CaballeroNo ratings yet
- Instituciones Políticas y Teoría Constitucional 86 PáginasDocument82 pagesInstituciones Políticas y Teoría Constitucional 86 PáginasOscar Rojas Verdugo100% (1)
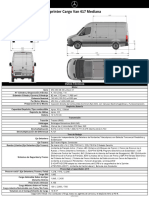
- Sprinter CargoVan 417 Mediana - 90764313-MXFDocument1 pageSprinter CargoVan 417 Mediana - 90764313-MXFManuel SalinasNo ratings yet
- Laboratorio N4Document2 pagesLaboratorio N4Jonathan Chafloque TasaycoNo ratings yet
- Desarrollo de La Química Analítica en Función Del TiempoDocument5 pagesDesarrollo de La Química Analítica en Función Del Tiempokaren mestraNo ratings yet
- Sistema de Facturación Resolución 000167 de 30-12-2021Document290 pagesSistema de Facturación Resolución 000167 de 30-12-2021Yubieth LozanoNo ratings yet
- Capítulo II Marco TeóricoDocument10 pagesCapítulo II Marco TeóricoYoel Raucana QuispeNo ratings yet
- Tabla de Utilizacion Procon PDFDocument13 pagesTabla de Utilizacion Procon PDFanglejalgo100% (1)
- Amado Kryon - Carrol Lee - Atributos para La Ascensión y El Poder de La Conciencia Humana 06.02Document13 pagesAmado Kryon - Carrol Lee - Atributos para La Ascensión y El Poder de La Conciencia Humana 06.02Heraclio LópezNo ratings yet
- Planeación y Organización TécnicaDocument38 pagesPlaneación y Organización TécnicaDannesa NavarroNo ratings yet
- Universidad Tecnologica Del Peru: Empresa Claro Area de Ventas de Dispositivos MóvilesDocument8 pagesUniversidad Tecnologica Del Peru: Empresa Claro Area de Ventas de Dispositivos MóvilesFernandoMalcaMNo ratings yet
- Embraer ERJ 145 - Wikipedia, La Enciclopedia LibreDocument8 pagesEmbraer ERJ 145 - Wikipedia, La Enciclopedia Librelorein arroyoNo ratings yet
- Análisis de Mercado para The Balance BowlDocument3 pagesAnálisis de Mercado para The Balance BowlBrayan MuñozNo ratings yet
- Revisión de Libertad CondicionalDocument15 pagesRevisión de Libertad CondicionalAntonio RobNo ratings yet