You might also like
- Asme Sec V-2013 3Document1 pageAsme Sec V-2013 3dhasdj100% (1)
- ASME BPE InfoDocument18 pagesASME BPE InfoThaMaestroNo ratings yet
- Hydrostatic Test Report Form - 201211201035009705 PDFDocument1 pageHydrostatic Test Report Form - 201211201035009705 PDFมินคุง เอโอซี100% (1)
- Welding Inspector Job and ResponsilbilitiesDocument5 pagesWelding Inspector Job and ResponsilbilitiesFelix GomintongNo ratings yet
- U-Stamp QapDocument6 pagesU-Stamp Qapchonubobby100% (1)
- Hydrostatic Test Procedure: 1. ScopeDocument5 pagesHydrostatic Test Procedure: 1. ScopeHassan SleemNo ratings yet
- Contractor Quality Control Plan For Rotary Equipment InstallationDocument4 pagesContractor Quality Control Plan For Rotary Equipment InstallationJoel SnowNo ratings yet
- Sample Template Itp For Piping Fabrication and InstallationDocument16 pagesSample Template Itp For Piping Fabrication and InstallationEyoh EffiongNo ratings yet
- Dimensional Inspection ReportDocument2 pagesDimensional Inspection Reportshabbir626No ratings yet
- Punch Points For Piping EngineersDocument8 pagesPunch Points For Piping EngineersVignesh MohanNo ratings yet
- Sop Welding RevisiDocument12 pagesSop Welding RevisifandyNo ratings yet
- Hydrostatic Test Procedure For Site & Commissioning HT-031-R1Document7 pagesHydrostatic Test Procedure For Site & Commissioning HT-031-R1Hatem Ragab100% (1)
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- P1 To P8Document9 pagesP1 To P8Pat AuffretNo ratings yet
- Dye Penetrant Testing ProcedureDocument5 pagesDye Penetrant Testing ProcedureTabish Shaikh50% (2)
- Weld Repair ReportDocument1 pageWeld Repair Reportkerons100% (1)
- Pipeline Hydrostatic Test Quality Control and Inspection Report FormDocument1 pagePipeline Hydrostatic Test Quality Control and Inspection Report Formmahesh100% (2)
- Welding Qualification As Per AWS D1.1Document19 pagesWelding Qualification As Per AWS D1.1Ouni AchrefNo ratings yet
- Non Destructive Examination Procedures (NDE) Tank 500-TA-008 A/BDocument7 pagesNon Destructive Examination Procedures (NDE) Tank 500-TA-008 A/BNenad TomicNo ratings yet
- Welding Parameter Record SheetDocument2 pagesWelding Parameter Record SheetPravin Patil100% (1)
- Welding Consumable Control Procedure 1Document9 pagesWelding Consumable Control Procedure 1eklavyak076757100% (4)
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- The Welding Inspection Services Are Define in Three Stages As BelowDocument9 pagesThe Welding Inspection Services Are Define in Three Stages As BelowdeliNo ratings yet
- Duties Before WeldingDocument1 pageDuties Before WeldingMuhammed ThanzeelNo ratings yet
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Astm A 384Document2 pagesAstm A 384Shandy HaykalzNo ratings yet
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- Visual Examination ProcedureDocument10 pagesVisual Examination Proceduresantanurini50% (2)
- En Iso 15609Document2 pagesEn Iso 15609Wazir Shah KazmiNo ratings yet
- Welding Machine Calibration ProcedureDocument12 pagesWelding Machine Calibration ProcedureNDTInstructor88% (8)
- DW Asme Bpe Us 0Document37 pagesDW Asme Bpe Us 0Haries Bugarin Garcia100% (2)
- Dimensional Inspection Report: Sample Production Lot/BatchDocument1 pageDimensional Inspection Report: Sample Production Lot/BatchAndi Yanuar0% (1)
- 6-15-0003 Rev 4Document9 pages6-15-0003 Rev 4cynideNo ratings yet
- Welding Consumable Receiving LogDocument11 pagesWelding Consumable Receiving LogKandula Raju100% (1)
- Stage Wise Inspection ReportDocument2 pagesStage Wise Inspection ReportKarthi Keyan100% (2)
- MPT Report FormatDocument1 pageMPT Report FormatvalararumugamsNo ratings yet
- Asme N 511 2007Document49 pagesAsme N 511 2007monsepack100% (1)
- Cutting Procedure WorkingDocument3 pagesCutting Procedure Workingrial100% (1)
- Inspection Test Plan - Piping FabricationDocument5 pagesInspection Test Plan - Piping Fabricationhassan_ndt80% (5)
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Cameron Final Dimension & Visual Inspection Report: Upgradtion of of Power Stack Fans in DR Module A & BDocument1 pageCameron Final Dimension & Visual Inspection Report: Upgradtion of of Power Stack Fans in DR Module A & BNorman MoralesNo ratings yet
- Inspection Release NoteDocument1 pageInspection Release NoteKarthik S67% (3)
- Asme Section II A Sa-435 Sa-435mDocument4 pagesAsme Section II A Sa-435 Sa-435mAnonymous GhPzn1xNo ratings yet
- Socket and Butt FusionDocument39 pagesSocket and Butt FusionMurugesan JeyaramanNo ratings yet
- QW 406 Asme CodeDocument3 pagesQW 406 Asme CodeMardeOpamenNo ratings yet
- Visual Weld Inspection Work InstructionDocument8 pagesVisual Weld Inspection Work InstructionAgustín Antonio Flores RomeroNo ratings yet
- Passivation and Pickling of Stainless Steel Weld Joints Method StatementDocument7 pagesPassivation and Pickling of Stainless Steel Weld Joints Method StatementHabib RehmanNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Method Statement For Laboratory Compressed Air and Vacuum SystemDocument8 pagesMethod Statement For Laboratory Compressed Air and Vacuum SystemAhmed SherifNo ratings yet
- Piping QC Guide (For Saudi Aramco Project)Document11 pagesPiping QC Guide (For Saudi Aramco Project)HengNo ratings yet
- Aramco Piping QuestionsDocument6 pagesAramco Piping Questionschandu666creator88% (8)
- Valves Inspection - General Requirement - ENDocument18 pagesValves Inspection - General Requirement - ENABDELKADER BENABDALLAHNo ratings yet
- Piping InterviewDocument9 pagesPiping Interviewsatyammmishra0101No ratings yet
- QDocument12 pagesQJoseph Peter100% (1)
- Method Statement For Ss PipingDocument10 pagesMethod Statement For Ss PipingNishar BalkavadeNo ratings yet
- Maharashtra Industrial Development CorporationDocument4 pagesMaharashtra Industrial Development CorporationNilesh LokhandeNo ratings yet
- Quality PlanDocument11 pagesQuality PlanArief Bahtiar BahryNo ratings yet
- Section - I: Cover Page Section - II:: IndexDocument21 pagesSection - I: Cover Page Section - II:: Indexamit rajputNo ratings yet
- Shaik Yousufuddin (Welding Inspector)Document3 pagesShaik Yousufuddin (Welding Inspector)Mohamed AdelNo ratings yet
- PH 8000seriesDocument15 pagesPH 8000seriesfiddy_ftNo ratings yet
- AquaMatic Valve Overview Brochure 1018192 PDFDocument8 pagesAquaMatic Valve Overview Brochure 1018192 PDFfiddy_ftNo ratings yet
- Casio fx-570MS ManualDocument42 pagesCasio fx-570MS ManualNordin YusofNo ratings yet
- Gws BrochureDocument4 pagesGws Brochurefiddy_ftNo ratings yet
- High Chlorine DosageDocument1 pageHigh Chlorine Dosagefiddy_ftNo ratings yet
- Chlorine Oxide TreatmentDocument19 pagesChlorine Oxide Treatmentfiddy_ftNo ratings yet
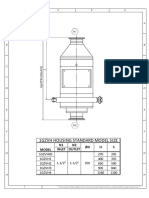
- 1gzvh Housing Standard Model Size (Id.100607)Document1 page1gzvh Housing Standard Model Size (Id.100607)fiddy_ftNo ratings yet
- Chlorine Oxide TreatmentDocument19 pagesChlorine Oxide Treatmentfiddy_ftNo ratings yet
- Pressure TanksDocument6 pagesPressure TanksRahman FahamNo ratings yet
- Ionpure PDFDocument81 pagesIonpure PDFfiddy_ft75% (4)
- SalinityDocument7 pagesSalinityfiddy_ftNo ratings yet
- Pressure TanksDocument6 pagesPressure TanksRahman FahamNo ratings yet
- Pressure TanksDocument6 pagesPressure TanksRahman FahamNo ratings yet
- Leaflet ValidationDocument2 pagesLeaflet Validationfiddy_ftNo ratings yet
- Water Volume Calculations in SystemsDocument8 pagesWater Volume Calculations in SystemsJake GarrawayNo ratings yet
- Visio TutorialDocument20 pagesVisio Tutorialzhejian100% (21)
- Clarifier Tank Part 1 - GeneralDocument4 pagesClarifier Tank Part 1 - Generalfiddy_ftNo ratings yet
- Sample URSDocument3 pagesSample URSran_oo0% (1)
- Project: Subject: Date: Selection 1: Use Sodium Hypochlorite (Naocl) (Solution)Document2 pagesProject: Subject: Date: Selection 1: Use Sodium Hypochlorite (Naocl) (Solution)fiddy_ftNo ratings yet
- ChlorinationDocument3 pagesChlorinationfiddy_ftNo ratings yet
- Subject Verb Agreement (Mamrhea)Document16 pagesSubject Verb Agreement (Mamrhea)Cherry Vhim Flores Lanurias100% (1)
- Versoes Officium DivinumDocument4 pagesVersoes Officium DivinumRenato FelipeNo ratings yet
- E-Ticket/Reservation Voucher: Seat No/s: Passenger InformationDocument1 pageE-Ticket/Reservation Voucher: Seat No/s: Passenger InformationSetu ChauhanNo ratings yet
- Drawing With The Bezier Tool in CorelDRAW X3 - CorelHOUSEDocument4 pagesDrawing With The Bezier Tool in CorelDRAW X3 - CorelHOUSEPrabodh V AshtikarNo ratings yet
- Soal Bahasa InggrisDocument22 pagesSoal Bahasa InggrisRossalia I. Kartika Sari0% (1)
- Three Men in A Boat: Jerome K. JeromeDocument2 pagesThree Men in A Boat: Jerome K. JeromeLeonardo CampliNo ratings yet
- Unit 4: Culinary Terms: IHM Notes Site - Food ProductionDocument14 pagesUnit 4: Culinary Terms: IHM Notes Site - Food ProductionLucky KumarNo ratings yet
- 2nd Quarter Remedial - Grade 9 TLE ICT CSSDocument3 pages2nd Quarter Remedial - Grade 9 TLE ICT CSSOppoyNo ratings yet
- C 400Document14 pagesC 400Bondan Raharjo0% (2)
- 03 01 17Document24 pages03 01 17WoodsNo ratings yet
- Jazz Covers PopDocument4 pagesJazz Covers Popmaria22mazaNo ratings yet
- Rubrics For ElemDocument14 pagesRubrics For ElemMae AnneNo ratings yet
- Activity 1.4: Obstacle DrillDocument4 pagesActivity 1.4: Obstacle DrillLeslie LabuananNo ratings yet
- Labview & Labview NXGDocument4 pagesLabview & Labview NXGjmathew_984887No ratings yet
- Ulangan Harian 1 Kelas XiiDocument8 pagesUlangan Harian 1 Kelas XiiayudesiNo ratings yet
- Scion - ManitouDocument56 pagesScion - ManitouLivio Quintilio Globulo100% (2)
- Tips: Grinding Fresh Chillies and Jeera Will Give Nice Flavour. However, For Quick VersionDocument1 pageTips: Grinding Fresh Chillies and Jeera Will Give Nice Flavour. However, For Quick Versionnaveeth11No ratings yet
- Music MenDocument32 pagesMusic MenwendywolfmanNo ratings yet
- Reversible SunglassesDocument3 pagesReversible SunglassesARCUSNo ratings yet
- Berklee Basic Arpeggios KeyboardDocument4 pagesBerklee Basic Arpeggios KeyboardSigfrid Enrique Ibsen MuñozNo ratings yet
- Chorosin GreeceDocument20 pagesChorosin Greecekpestylidas3228No ratings yet
- Ronaldo FilmDocument2 pagesRonaldo Filmapi-317647938No ratings yet
- Zoo Phonics Cast of Characters and Body SignalsDocument2 pagesZoo Phonics Cast of Characters and Body Signalsapi-365478624No ratings yet
- Our Town March 7, 1946Document6 pagesOur Town March 7, 1946narberthcivicNo ratings yet
- Irregular Beam SW, Q PDFDocument2 pagesIrregular Beam SW, Q PDFJustineNo ratings yet
- Plural of NounsDocument1 pagePlural of NounsStrafalogea Serban100% (2)
- The Angel Vs Devil: Problem DescriptionDocument4 pagesThe Angel Vs Devil: Problem DescriptionDivya Sai TejaNo ratings yet
- Simple Present TenseDocument6 pagesSimple Present TensemelsaghnNo ratings yet
- Programmable Time Led Controller Instruction: . Product ConstituteDocument5 pagesProgrammable Time Led Controller Instruction: . Product ConstituteZoran BunčićNo ratings yet
- RAR - 402 Building Construction & Materials - IvDocument15 pagesRAR - 402 Building Construction & Materials - IvjashndeepNo ratings yet