You might also like
- Nba FormatDocument31 pagesNba FormatchetanNo ratings yet
- Working Principle of Ecm Working Principle of Ecm Electrochemical Machining (Ecm) Electrochemical Machining (Ecm)Document7 pagesWorking Principle of Ecm Working Principle of Ecm Electrochemical Machining (Ecm) Electrochemical Machining (Ecm)Konda ReddyNo ratings yet
- Summary NBA SARDocument4 pagesSummary NBA SAR1blankNo ratings yet
- DR Rajesh MongiaDocument54 pagesDR Rajesh MongiaAnonymous 8umLvvHuNo ratings yet
- Ultrasonic Machinig: Click To Edit Master Title StyleDocument16 pagesUltrasonic Machinig: Click To Edit Master Title Stylebunty231No ratings yet
- The HOD, Staff and Students Hearty Welcome To NBA Expert Committee MembersDocument89 pagesThe HOD, Staff and Students Hearty Welcome To NBA Expert Committee MembersCody Lee100% (2)
- B Tech Mechanical EngineeringDocument45 pagesB Tech Mechanical EngineeringDr. Vivek Srivastava100% (1)
- Plasma Arc Machining (PAM)Document27 pagesPlasma Arc Machining (PAM)nikunjlimbachiyaNo ratings yet
- Electrochemical Grinding Ecg 160216024442Document15 pagesElectrochemical Grinding Ecg 160216024442sreejith2786No ratings yet
- Sar Nba Etc PartIIDocument225 pagesSar Nba Etc PartIISaurabh BhiseNo ratings yet
- MeDocument17 pagesMeJayalakshmi JaladiNo ratings yet
- UG - R19 - Mech Engg - CS & SyllabusDocument179 pagesUG - R19 - Mech Engg - CS & SyllabusprasanthNo ratings yet
- Two Days Workshop For Composite MaterialsDocument2 pagesTwo Days Workshop For Composite MaterialsnkchandruNo ratings yet
- Final Ece-Sar (30.05.2013)Document200 pagesFinal Ece-Sar (30.05.2013)pragatinareshNo ratings yet
- Aecorgnaac PDFDocument347 pagesAecorgnaac PDFAnonymous M4VY7LsXNo ratings yet
- Electro Chemical MachiningDocument3 pagesElectro Chemical MachiningRishi RajNo ratings yet
- Mech PDFDocument338 pagesMech PDFsbmallur100% (1)
- UCMP Unit 1Document16 pagesUCMP Unit 1Sreedhar ReddyNo ratings yet
- Ug Project Presentation PPT TemplateDocument12 pagesUg Project Presentation PPT TemplateMainakMitraNo ratings yet
- Lendi Process Manual PDFDocument43 pagesLendi Process Manual PDFTejaswini PydiNo ratings yet
- R F R F R F R F R F R F R F R F R F: July 2 Week Class Test 1 NLM & Friction Physics (Foundation)Document3 pagesR F R F R F R F R F R F R F R F R F: July 2 Week Class Test 1 NLM & Friction Physics (Foundation)Shubham GuptaNo ratings yet
- REPORT (2014-2017) Department of Electrical & Electronics EngineeringDocument145 pagesREPORT (2014-2017) Department of Electrical & Electronics EngineeringEzikeoha BuchiNo ratings yet
- DR D K PaliwalDocument23 pagesDR D K PaliwalKarthikeyan PurusothamanNo ratings yet
- Format For PEOs NbaDocument9 pagesFormat For PEOs NbaindranildasNo ratings yet
- OBEDocument34 pagesOBEjalajakshi Y100% (1)
- NBA Awareness Webinar BrochureDocument2 pagesNBA Awareness Webinar Brochuresiva79srmNo ratings yet
- Time Management Is Life ManagementDocument36 pagesTime Management Is Life ManagementVenu Bhagavan100% (1)
- NBA Delegation of Power (Hierarchy) and Vision, Mission, PEO, PSO, PO, CO (Hierarchy) )Document1 pageNBA Delegation of Power (Hierarchy) and Vision, Mission, PEO, PSO, PO, CO (Hierarchy) )Dr Narayana Swamy RamaiahNo ratings yet
- MOdrobs - Mech 2017Document6 pagesMOdrobs - Mech 2017Anbalagan GuruNo ratings yet
- 2010aug21 - Public Speaking - Please Download and Then View, To Appreciate Better The Animation AspectsDocument31 pages2010aug21 - Public Speaking - Please Download and Then View, To Appreciate Better The Animation AspectsViswanadham Vangapally100% (1)
- IqacpptDocument588 pagesIqacpptSudeepSMenasinakai100% (1)
- 20 7 2012Document64 pages20 7 2012tristanlandonNo ratings yet
- Public Speaking & Oral ReportingDocument23 pagesPublic Speaking & Oral Reportingarifulseu100% (1)
- Intro To Engineering GraphicsDocument37 pagesIntro To Engineering GraphicsRAMAKANT RANA100% (1)
- HOD Meeting Minutes 15-03-2016Document1 pageHOD Meeting Minutes 15-03-2016gopichandallakaNo ratings yet
- Nba - Iso Quality System Manual: Prepared By, DR .Narayana Swamy Ramaiah, PC (Inst)Document47 pagesNba - Iso Quality System Manual: Prepared By, DR .Narayana Swamy Ramaiah, PC (Inst)Dr Narayana Swamy RamaiahNo ratings yet
- IQAC GuidelinesDocument30 pagesIQAC GuidelinesTirumalarao Pechetty100% (1)
- UNIT-2 Ultrasonic MachiningDocument73 pagesUNIT-2 Ultrasonic MachiningraghurockramNo ratings yet
- NATE NBA Module 3 - Week12Document23 pagesNATE NBA Module 3 - Week12Santosh KumarNo ratings yet
- Chapter 26-Nontraditional MachiningDocument67 pagesChapter 26-Nontraditional MachiningHassan AliNo ratings yet
- Abrasive Flow MachiningDocument12 pagesAbrasive Flow MachiningfhjNo ratings yet
- Ceriteria 3 - SlidesDocument9 pagesCeriteria 3 - SlidesxbslinksNo ratings yet
- Magnetic Abrasive MachiningDocument14 pagesMagnetic Abrasive Machiningrajivekarthaa100% (1)
- JIET BTech Report Template FinalDocument15 pagesJIET BTech Report Template FinalSourabh ParmarNo ratings yet
- Being Proactive: The Beginning of LeadershipDocument4 pagesBeing Proactive: The Beginning of LeadershipVenu Bhagavan100% (1)
- Ece Sar Final 03.09.2019 PDFDocument419 pagesEce Sar Final 03.09.2019 PDFRavi50% (2)
- Abrasive Flow MachiningDocument21 pagesAbrasive Flow MachiningnidhidarklordNo ratings yet
- NBADocument191 pagesNBAKoutheesh SellamuthuNo ratings yet
- Naac - Self StudyDocument112 pagesNaac - Self StudyAbhishek Yadav0% (1)
- 30 - Tips For A Beginner in Public Speaking PDFDocument35 pages30 - Tips For A Beginner in Public Speaking PDFanewbie100% (1)
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Plasma Arc MachiningDocument24 pagesPlasma Arc MachiningArnav SharmaNo ratings yet
- AICTE ProposalsDocument186 pagesAICTE ProposalsanurekharNo ratings yet
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocument41 pagesElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNo ratings yet
- Non Conventional MachiningDocument38 pagesNon Conventional MachiningSuresh YadlaNo ratings yet
- Unconventional Machining ProcessDocument36 pagesUnconventional Machining ProcessInderpal SinghNo ratings yet
- UNIT-5 Thermal Energy Based Processes: ExamplesDocument8 pagesUNIT-5 Thermal Energy Based Processes: ExamplesRamanvlrNo ratings yet
- Ch-12 Unconventional MachiningDocument188 pagesCh-12 Unconventional MachiningAbhishek AroraNo ratings yet
- Unconventional Machining ProcessDocument10 pagesUnconventional Machining ProcessKiran BornareNo ratings yet
- MCMT Mid-1 P-QusDocument5 pagesMCMT Mid-1 P-QusN Dhanunjaya Rao BorraNo ratings yet
- Unit-1: Fundamentals of MachiningDocument2 pagesUnit-1: Fundamentals of MachiningN Dhanunjaya Rao BorraNo ratings yet
- Unit 1Document5 pagesUnit 1N Dhanunjaya Rao BorraNo ratings yet
- Assembly DrawingsDocument15 pagesAssembly DrawingsN Dhanunjaya Rao BorraNo ratings yet
- CAMD QuestionsDocument3 pagesCAMD QuestionsN Dhanunjaya Rao Borra100% (1)
- Composite Materials QuotationDocument1 pageComposite Materials QuotationN Dhanunjaya Rao BorraNo ratings yet
- Assembly DrawingsDocument15 pagesAssembly DrawingsN Dhanunjaya Rao BorraNo ratings yet
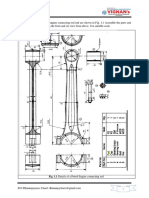
- Part-B1-Petrol Engine Connecting RodDocument5 pagesPart-B1-Petrol Engine Connecting RodN Dhanunjaya Rao BorraNo ratings yet
- Part A5 Cotter JointsDocument8 pagesPart A5 Cotter JointsN Dhanunjaya Rao BorraNo ratings yet
- Part A5 Cotter JointsDocument8 pagesPart A5 Cotter JointsN Dhanunjaya Rao BorraNo ratings yet
- Part A5 Cotter JointsDocument6 pagesPart A5 Cotter JointsN Dhanunjaya Rao BorraNo ratings yet
- Part A4 Keyed JointsDocument8 pagesPart A4 Keyed JointsN Dhanunjaya Rao BorraNo ratings yet
- Advanced NDE Lesson 1Document190 pagesAdvanced NDE Lesson 1N Dhanunjaya Rao BorraNo ratings yet
- Catia V5 CATIA Generative Sheetmetal Design: Student GuideDocument3 pagesCatia V5 CATIA Generative Sheetmetal Design: Student GuideN Dhanunjaya Rao BorraNo ratings yet
- Pi 2007 - QP PDFDocument16 pagesPi 2007 - QP PDFN Dhanunjaya Rao BorraNo ratings yet
- Lesson11 ANSI PDFDocument93 pagesLesson11 ANSI PDFN Dhanunjaya Rao BorraNo ratings yet
- Service Cum No Objection CertificateDocument1 pageService Cum No Objection CertificateN Dhanunjaya Rao BorraNo ratings yet
- Adhesive Restorative MaterialsDocument10 pagesAdhesive Restorative MaterialsVansala GanesanNo ratings yet
- Research Question: To What Extent Does Calcium Content Vary: Form Different Brands of MilkDocument5 pagesResearch Question: To What Extent Does Calcium Content Vary: Form Different Brands of MilkAarush Ram AnandhNo ratings yet
- Dommeti Pujitha Mrs. G.MANGADEVI (M.Pharm) : Presented BY (Reg. No:19JQ1S1603)Document40 pagesDommeti Pujitha Mrs. G.MANGADEVI (M.Pharm) : Presented BY (Reg. No:19JQ1S1603)LikithaNo ratings yet
- Name: - Date: - REVIEWER 5 - ScienceDocument8 pagesName: - Date: - REVIEWER 5 - ScienceKim Carlo AglinaoNo ratings yet
- Sistemas Jiffy DmeDocument31 pagesSistemas Jiffy DmeGerman LagNo ratings yet
- Saldo Per Barang: Nama Barang Kode Barangbatch No. Exp. Datesaldo Batch Otal BarangDocument34 pagesSaldo Per Barang: Nama Barang Kode Barangbatch No. Exp. Datesaldo Batch Otal BarangimansariNo ratings yet
- Hydrocarbon Phase BehaviourDocument75 pagesHydrocarbon Phase BehaviourB. JOSEPH KWAMENo ratings yet
- SDS MSDS 000046 Glass Cleaner Natures Solutions 2012 2-15 MSCDocument2 pagesSDS MSDS 000046 Glass Cleaner Natures Solutions 2012 2-15 MSCeadriesNo ratings yet
- BARCODESDocument7 pagesBARCODESChitPerRhosNo ratings yet
- Eni Antifreeze NM Ready BX: DescriptionDocument2 pagesEni Antifreeze NM Ready BX: DescriptionJuan MancipeNo ratings yet
- Astm A992Document3 pagesAstm A992Aminu TukurNo ratings yet
- SEBU8118-06 - C18 Marine Generator Set - Operation and Maintinence ManualDocument176 pagesSEBU8118-06 - C18 Marine Generator Set - Operation and Maintinence ManualAaron Lester100% (1)
- Chemical Engineering Journal: Contents Lists Available atDocument9 pagesChemical Engineering Journal: Contents Lists Available atLeo LopezNo ratings yet
- MartindaleDocument3,709 pagesMartindaleKaren Rojas López100% (4)
- CH CH: General Organic Chemistry - Sheet - 2 (Classification of Hydrocarbon, Halides, Nitro, Ether)Document5 pagesCH CH: General Organic Chemistry - Sheet - 2 (Classification of Hydrocarbon, Halides, Nitro, Ether)HdjcncnNo ratings yet
- Exp5 Result ReportDocument9 pagesExp5 Result Report성제박No ratings yet
- Formulation and Evaluation of Poly Herbal Body ScrubDocument6 pagesFormulation and Evaluation of Poly Herbal Body ScrubInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- MSDS of Nature Face CreamDocument2 pagesMSDS of Nature Face CreamLeni MeifitaNo ratings yet
- Medication AdministrationDocument10 pagesMedication AdministrationJemma NocalanNo ratings yet
- Soil Science Lab 4Document3 pagesSoil Science Lab 4Joshua Ruel NalzaroNo ratings yet
- 63 c14-00765Document8 pages63 c14-00765Arno NanfackNo ratings yet
- Ialt00228 MDW CatalogDocument4 pagesIalt00228 MDW CatalogFranklin RochaNo ratings yet
- Ausmetics Daily Chemicals FDA 483 2017Document3 pagesAusmetics Daily Chemicals FDA 483 2017vijay narayanNo ratings yet
- EIA AkzoDocument23 pagesEIA AkzoRavi PanaraNo ratings yet
- Characterization of Pomegranate Juice and Whey Based Novel Beverage Fermented by KefirDocument8 pagesCharacterization of Pomegranate Juice and Whey Based Novel Beverage Fermented by KefirAzzabad LizarazuNo ratings yet
- Masterflex 472Document2 pagesMasterflex 472Haresh BhavnaniNo ratings yet
- My Orders CostoDocument6 pagesMy Orders CostoJuanMarcosSebastiaAlmenarNo ratings yet
- Nervous System 1 (Viva)Document53 pagesNervous System 1 (Viva)Mohammed shabekNo ratings yet
- The Effects of Nitrogen Fertilizer On Plant GrowthDocument7 pagesThe Effects of Nitrogen Fertilizer On Plant GrowthEditor IJTSRDNo ratings yet
- ChemlifecarbonnotesDocument8 pagesChemlifecarbonnotesapi-502781581No ratings yet