You might also like
- Chapter 9 Layout StrategyDocument51 pagesChapter 9 Layout StrategyHimanshu TipreNo ratings yet
- Process Selection and Facility LayoutDocument32 pagesProcess Selection and Facility LayoutPher MorsNo ratings yet
- Facility LayoutDocument46 pagesFacility Layoutanon-930959100% (10)
- The Impact of Effective Work Design in Achieving Profitability in Organization (A Case Study of Selected Companies in Nigeria)Document9 pagesThe Impact of Effective Work Design in Achieving Profitability in Organization (A Case Study of Selected Companies in Nigeria)Yus EfendiNo ratings yet
- PEn CaseDocument3 pagesPEn Casemayank kumarNo ratings yet
- Aggregate Planning ExampleDocument6 pagesAggregate Planning ExampleAbhishek FanseNo ratings yet
- Strategic Resource Organization: Facilities Layout: Chapter SixDocument56 pagesStrategic Resource Organization: Facilities Layout: Chapter SixAngela Vidal EstilNo ratings yet
- Case Study SWOT PDFDocument8 pagesCase Study SWOT PDFRoy John Sarmiento100% (1)
- Facility Location and LayoutDocument26 pagesFacility Location and LayoutSameer KhanNo ratings yet
- Session 3 Framework of Production ManagementDocument7 pagesSession 3 Framework of Production ManagementNarayana Reddy100% (1)
- Plant Layout AssignmentDocument14 pagesPlant Layout Assignmentvarun100% (1)
- Process Selection and Facility LayoutDocument31 pagesProcess Selection and Facility LayoutyasminafzaalNo ratings yet
- DellDocument7 pagesDellJune SueNo ratings yet
- Process Selection and Facility LayoutDocument48 pagesProcess Selection and Facility LayoutKamran Rasool100% (7)
- Capacity PlanningDocument7 pagesCapacity PlanningAshis Pal Rony0% (1)
- Operations & Productivity-Practice ProblemsDocument3 pagesOperations & Productivity-Practice ProblemsRezaul Karim Tutul50% (2)
- Linear Programming ProblemDocument14 pagesLinear Programming ProblemAnoop Nimkande50% (2)
- 5s Case StudyDocument8 pages5s Case StudysandeepNo ratings yet
- Job Order Costing Accounting 2Document86 pagesJob Order Costing Accounting 2Faizan TafzilNo ratings yet
- OPMATQM Unit 2 Activity PART 1 - Agner, Jam Althea O.Document1 pageOPMATQM Unit 2 Activity PART 1 - Agner, Jam Althea O.JAM ALTHEA AGNERNo ratings yet
- Reengineering Report PDFDocument28 pagesReengineering Report PDFSalman AlturkistaniNo ratings yet
- Recent Trends in OperationsDocument7 pagesRecent Trends in Operationsgag90No ratings yet
- Case Study of Ford Co. PomDocument3 pagesCase Study of Ford Co. PomZahid HassanNo ratings yet
- Bull Whip EffectDocument5 pagesBull Whip EffectNandhini RamanathanNo ratings yet
- Capacity PlanningDocument19 pagesCapacity PlanningThunder BoltNo ratings yet
- CH 9 Facility Location PDFDocument46 pagesCH 9 Facility Location PDFvamshiNo ratings yet
- Case: Feuture, Inc.: Far Eastern UniversityDocument11 pagesCase: Feuture, Inc.: Far Eastern UniversityAmro Ahmed RazigNo ratings yet
- Operations ManagementDocument175 pagesOperations ManagementAnurag Saikia100% (2)
- Case Study - NestleDocument4 pagesCase Study - NestleNgan PhamNo ratings yet
- Dell Case StudyDocument7 pagesDell Case StudyHeero PunjabiNo ratings yet
- Layout StrategiesDocument25 pagesLayout StrategiesTabish MalikNo ratings yet
- Product Design - Market Strategy PDFDocument4 pagesProduct Design - Market Strategy PDFMohd FaizalNo ratings yet
- Facility LayoutDocument54 pagesFacility LayoutNoopur BhandariNo ratings yet
- Coordinated Product and Supply Chain DesignDocument51 pagesCoordinated Product and Supply Chain DesignMohit Gupta100% (2)
- Everyday Ergonomics by Aura MatiasDocument10 pagesEveryday Ergonomics by Aura MatiasNicoelNo ratings yet
- What Is Operations SchedulingDocument8 pagesWhat Is Operations SchedulingBishnu Ram GhimireNo ratings yet
- Case Study - ALDI & HomePlusDocument3 pagesCase Study - ALDI & HomePlusgiemansitNo ratings yet
- Four Main Types of Plant LayoutDocument3 pagesFour Main Types of Plant LayoutSikakolli Venkata Siva KumarNo ratings yet
- Ford Case AnalysisDocument4 pagesFord Case AnalysisNaeem AkramNo ratings yet
- KodakDocument10 pagesKodakrocky_aroraNo ratings yet
- HR Om11 ch14Document81 pagesHR Om11 ch14Adam OngNo ratings yet
- Systematic Layout PlanningDocument7 pagesSystematic Layout PlanningsthalNo ratings yet
- Chapter 2 Competitiveness Strategy and ProductivityDocument55 pagesChapter 2 Competitiveness Strategy and ProductivityTabassum BushraNo ratings yet
- Human Resources and Job DesignDocument1 pageHuman Resources and Job DesignNick Munteanu100% (1)
- Canon: Supply Chain Production and Information DecisionsDocument5 pagesCanon: Supply Chain Production and Information DecisionsAtiqah Ismail67% (3)
- Feasibilty Study DONE !Document43 pagesFeasibilty Study DONE !vhenbNo ratings yet
- Case Study - Supply Chain Management JohDocument9 pagesCase Study - Supply Chain Management JohAzeem AhmadNo ratings yet
- Process Selection and Facility Layout NEWDocument15 pagesProcess Selection and Facility Layout NEWAlexis P. BatingNo ratings yet
- Innovation Management Types Management Practices and Innovation Performance in Services Industry of Developing EconomiesDocument15 pagesInnovation Management Types Management Practices and Innovation Performance in Services Industry of Developing EconomiesLilis PurnamasariNo ratings yet
- Manufacturing Management: BITS PilaniDocument55 pagesManufacturing Management: BITS Pilanipavan hydNo ratings yet
- Production Activity ControlDocument6 pagesProduction Activity ControlNashiba MasturaNo ratings yet
- CH 13 - Aggregate Planning PDFDocument15 pagesCH 13 - Aggregate Planning PDFMERINANo ratings yet
- Focussed FactoryDocument13 pagesFocussed FactoryjcspaiNo ratings yet
- Operations Management: Layout StrategyDocument29 pagesOperations Management: Layout StrategyAmitNo ratings yet
- Facility Layout StrategiesDocument68 pagesFacility Layout Strategieschelsea17.abhishekNo ratings yet
- 3.2 Facility Layout StrategiesDocument69 pages3.2 Facility Layout Strategiessaheb167No ratings yet
- Session 7 - Facility LayoutDocument26 pagesSession 7 - Facility Layoutchandel08No ratings yet
- Topic 2 Layout Design V 2018Document49 pagesTopic 2 Layout Design V 2018lucy elsa2213No ratings yet
- Perencanaan LayoutDocument44 pagesPerencanaan LayoutDyahayu safitri 053No ratings yet
- Layout and Line BalancingDocument72 pagesLayout and Line BalancingJolly JyotiNo ratings yet
- 55 WaysideAmenitiesDocument59 pages55 WaysideAmenitiesAishwarya Misaki AnimaeNo ratings yet
- Nursery SchoolDocument20 pagesNursery SchoolSagar AroraNo ratings yet
- Advanced Naturally Ventilated ArchitectureDocument16 pagesAdvanced Naturally Ventilated ArchitecturehlalanathiNo ratings yet
- Learning and Communication SpacesDocument13 pagesLearning and Communication SpacesAishwarya Misaki AnimaeNo ratings yet
- Watford Residential Design Guide 2014Document38 pagesWatford Residential Design Guide 2014Aishwarya Misaki AnimaeNo ratings yet
- Classroom Design GuideDocument24 pagesClassroom Design GuidethunneNo ratings yet
- Space Planning in Residential DesignDocument25 pagesSpace Planning in Residential DesignVishnuPriya ViswanathanNo ratings yet
- Case Studies Bharat Bhavan Triveni Kala Sangam IIC PDFDocument2 pagesCase Studies Bharat Bhavan Triveni Kala Sangam IIC PDFAishwarya Misaki Animae100% (6)
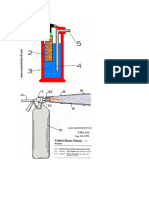
- ExtinguishersDocument2 pagesExtinguishersAishwarya Misaki AnimaeNo ratings yet
- Classroom Design PDFDocument33 pagesClassroom Design PDFAishwarya Misaki AnimaeNo ratings yet
- Residential Development Principles For Good Design Supplementary GuidanceDocument26 pagesResidential Development Principles For Good Design Supplementary GuidanceAishwarya Misaki AnimaeNo ratings yet
- Bruj KhalifaDocument13 pagesBruj KhalifaAishwarya Misaki AnimaeNo ratings yet
- Auditorium Acoustics InformationDocument4 pagesAuditorium Acoustics InformationAnusha IvaturiNo ratings yet
- A1 Lit. StudyDocument2 pagesA1 Lit. StudyAishwarya Misaki AnimaeNo ratings yet
- Landscape Design: Special Types of GardensDocument32 pagesLandscape Design: Special Types of GardensAishwarya Misaki AnimaeNo ratings yet
- Base Theater Design Standards PDFDocument24 pagesBase Theater Design Standards PDFCharles DaleNo ratings yet
- Classroom DesignDocument33 pagesClassroom DesignAishwarya Misaki AnimaeNo ratings yet
- Energy Efficient Solar Homes BuildingsDocument12 pagesEnergy Efficient Solar Homes BuildingsTaveshi PrakashNo ratings yet
- Building Material: VENEERSDocument11 pagesBuilding Material: VENEERSAishwarya Misaki AnimaeNo ratings yet
- Toilet: Toilet and Its FixturesDocument49 pagesToilet: Toilet and Its FixturesAishwarya Misaki AnimaeNo ratings yet
- Depth PerceptionDocument15 pagesDepth PerceptionAishwarya Misaki AnimaeNo ratings yet
- 2019 Husqvarna TE 250i - TE300i Service Repair Manual PDFDocument363 pages2019 Husqvarna TE 250i - TE300i Service Repair Manual PDFDiego Garagem P7No ratings yet
- BlackBerry V FacebookDocument117 pagesBlackBerry V FacebookRussell Brandom75% (4)
- Release Note Ver 1.0Document2 pagesRelease Note Ver 1.0Nkenchor OsemekeNo ratings yet
- Datasheet ArcMate 120ic 12LDocument1 pageDatasheet ArcMate 120ic 12LmuertesalvajeNo ratings yet
- Dell™ C1765nfw Color Multifunction Printer User's GuideDocument376 pagesDell™ C1765nfw Color Multifunction Printer User's GuidesoxxxxNo ratings yet
- Em 1110 1 1000Document371 pagesEm 1110 1 1000ingaboNo ratings yet
- DSBDA ORAL Question BankDocument6 pagesDSBDA ORAL Question BankSUnny100% (1)
- Marine Catalog: For The Marine Enthusiast - Instruments - Accessories - Senders - Camera Systems - SensorsDocument31 pagesMarine Catalog: For The Marine Enthusiast - Instruments - Accessories - Senders - Camera Systems - SensorsjitmarineNo ratings yet
- Omron G8P 114P FD US DC12 DatasheetDocument6 pagesOmron G8P 114P FD US DC12 DatasheetCorretaje ResidencialNo ratings yet
- Unit 2: Introduction To The Engineering Profession: Engr. Roman M. Richard, MengDocument13 pagesUnit 2: Introduction To The Engineering Profession: Engr. Roman M. Richard, MengRoman MarcosNo ratings yet
- Aluminium ProfileDocument23 pagesAluminium ProfileRobert CedeñoNo ratings yet
- ITM Mining Sept 2017Document8 pagesITM Mining Sept 2017Mclaren Woro100% (1)
- PH 1Document22 pagesPH 1Ricardo VelazquezNo ratings yet
- Learning Docker - Sample ChapterDocument24 pagesLearning Docker - Sample ChapterPackt PublishingNo ratings yet
- Hardware Faults: Stäubli CorporationDocument3 pagesHardware Faults: Stäubli CorporationJulio LiranzoNo ratings yet
- Proposed Research Titles: ObjectivesDocument4 pagesProposed Research Titles: ObjectivesApril Danica BiernezaNo ratings yet
- Lotus and F1 EnginesDocument10 pagesLotus and F1 EnginesshahrizalNo ratings yet
- Supply Chain - ABCDocument15 pagesSupply Chain - ABCYulia Tri AngganiNo ratings yet
- Vsphere Esxi 8.0 Installation Setup GuideDocument255 pagesVsphere Esxi 8.0 Installation Setup GuideNgô Bá MinhNo ratings yet
- STOTZ MRA BrouchureDocument2 pagesSTOTZ MRA BrouchureTiago Rodrigo PradoNo ratings yet
- Codigo Cummins c-FMI-PID-SID-1Document35 pagesCodigo Cummins c-FMI-PID-SID-1Claudivan FreitasNo ratings yet
- Leak Detection - DC PipeDocument75 pagesLeak Detection - DC Pipeراموندولدولاو50% (2)
- Core EdifDocument2 pagesCore EdifOsama ElfadniNo ratings yet
- Day 1 - Session 2 - TAFC FoundationDocument64 pagesDay 1 - Session 2 - TAFC FoundationEmmanuel Uchenna ChukwuNo ratings yet
- St5491E 2-Wire Seismic Vibration Transmitter: Installa On ManualDocument8 pagesSt5491E 2-Wire Seismic Vibration Transmitter: Installa On Manualenghemo89No ratings yet
- SAS and Excel Presentation PDFDocument98 pagesSAS and Excel Presentation PDFRakesh Reddy GopidiNo ratings yet
- Lab Manual Computer Organization and Hardware MaintenanceDocument28 pagesLab Manual Computer Organization and Hardware Maintenanceanshroy7373No ratings yet
- Karnataka Government Insurance Department Government of Karnataka Motor Insurance Proposal Form-IDocument3 pagesKarnataka Government Insurance Department Government of Karnataka Motor Insurance Proposal Form-Isunil kumarNo ratings yet
- Amperis Manual XDP IIDocument28 pagesAmperis Manual XDP IIme_vahabi100% (1)