You might also like
- Welding and Cutting S.O.P. 3FDocument14 pagesWelding and Cutting S.O.P. 3FAlnurhakim Hebat100% (1)
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Failure Mode AND Effect Analysis: TPM Secretariat - Orai FactoryDocument27 pagesFailure Mode AND Effect Analysis: TPM Secretariat - Orai FactorySunilNo ratings yet
- CMS Structural Steel Staircase Fabrication Works at Leighton Plant YardDocument22 pagesCMS Structural Steel Staircase Fabrication Works at Leighton Plant YardRiyas MangodanNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- Welding Questions and AnswersDocument6 pagesWelding Questions and Answersengrzia76No ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- 16 Welding ConsumablesDocument63 pages16 Welding ConsumablesJawed AkhterNo ratings yet
- Cswip Exams 1 PDFDocument65 pagesCswip Exams 1 PDFFethi BELOUISNo ratings yet
- Fracture AssessmentsDocument33 pagesFracture AssessmentsVed Prakash SinghNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- MIG Welding ProcessDocument12 pagesMIG Welding ProcessHimanshu RaoNo ratings yet
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7No ratings yet
- Fcaw Welding Guide PDFDocument2 pagesFcaw Welding Guide PDFElizabethNo ratings yet
- Gmaw Guide PDFDocument54 pagesGmaw Guide PDFJorge perezNo ratings yet
- PreheatDocument2 pagesPreheatScott TrainorNo ratings yet
- WC-478 - Effects of Welding Variables PDFDocument1 pageWC-478 - Effects of Welding Variables PDFNathanLaertePiaiNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Murex Tig Poster 2008 PDFDocument1 pageMurex Tig Poster 2008 PDFPCNo ratings yet
- Wps Guides 2006Document25 pagesWps Guides 2006BE GNo ratings yet
- Welding Seminar - Terminology, Symbol & MetallurgyDocument108 pagesWelding Seminar - Terminology, Symbol & Metallurgyarland_limNo ratings yet
- CWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)Document8 pagesCWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)HusnainAhmedNo ratings yet
- Unit II - mt1Document24 pagesUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDocument60 pagesInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- Strip CladingDocument26 pagesStrip Cladingviswamanoj100% (1)
- Cambridge GaugeDocument1 pageCambridge GaugeahmedNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- ALC 10029C AlcoTec Technical GuideDocument20 pagesALC 10029C AlcoTec Technical Guidetuna61No ratings yet
- AWS Classification System SAWDocument5 pagesAWS Classification System SAWperungguNo ratings yet
- A General Review of Geometric Shape ImperfectionsDocument12 pagesA General Review of Geometric Shape Imperfectionsbipete69No ratings yet
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 pagesShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelNo ratings yet
- FCAW Procedure PDFDocument110 pagesFCAW Procedure PDFsolserengsaNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Welding SymbolsDocument14 pagesWelding SymbolsSaif UllahNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- WRIDocument51 pagesWRIHarsha Vardhan Meduri100% (1)
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- Welding NormsDocument14 pagesWelding NormsimupathanNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Shielding GasesDocument27 pagesShielding GasesvarunNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- Defects AND DiscontinuitiesDocument39 pagesDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Document2 pagesTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanNo ratings yet
- Book - Vol.1&2 - BasicsAndQuality - 22junDocument82 pagesBook - Vol.1&2 - BasicsAndQuality - 22junlth770310No ratings yet
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNo ratings yet
- Fundamentals of Welding InspectionDocument53 pagesFundamentals of Welding InspectionIlyes kNo ratings yet
- MMAWDocument21 pagesMMAWAkash PandeyNo ratings yet
- Manual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingDocument132 pagesManual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingRajesh PatroNo ratings yet
- Introduction of Welding ProcessesDocument34 pagesIntroduction of Welding ProcessesLalit YadavNo ratings yet
- Heat Is Supplied Either Electrically or by Mean of A Gas TorchDocument32 pagesHeat Is Supplied Either Electrically or by Mean of A Gas TorchLalit YadavNo ratings yet
- Arc WeldingDocument26 pagesArc WeldingAkshay PadekarNo ratings yet
- Arc Welding Types MP IIDocument40 pagesArc Welding Types MP IISyedUbaidRehman100% (1)
- Module 6 PDFDocument180 pagesModule 6 PDFyoustruelyNo ratings yet
- CH 4Document63 pagesCH 4tariku seyoumNo ratings yet
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocument96 pages3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarNo ratings yet
- Multiple Linear Regression - Six Sigma Study GuideDocument9 pagesMultiple Linear Regression - Six Sigma Study GuideSunilNo ratings yet
- Linear Regression - Six Sigma Study GuideDocument17 pagesLinear Regression - Six Sigma Study GuideSunilNo ratings yet
- Multi Variance AnalysesDocument12 pagesMulti Variance AnalysesSunilNo ratings yet
- APQP Timing Chart and PhasesDocument1 pageAPQP Timing Chart and PhasesSunilNo ratings yet
- APQP 1st Phase Input and OutputDocument1 pageAPQP 1st Phase Input and OutputSunilNo ratings yet
- Multiple Linear Regression - Six Sigma Study GuideDocument9 pagesMultiple Linear Regression - Six Sigma Study GuideSunilNo ratings yet
- Process Improvement Explained - What Is Lean Six SigmaDocument21 pagesProcess Improvement Explained - What Is Lean Six SigmaSunilNo ratings yet
- Value Stream Mapping Tutorial - What Is VSM - ASQDocument8 pagesValue Stream Mapping Tutorial - What Is VSM - ASQSunilNo ratings yet
- APQP History and BackgroundDocument1 pageAPQP History and BackgroundSunilNo ratings yet
- Lean Manufacturing Tools CircleDocument1 pageLean Manufacturing Tools CircleSunilNo ratings yet
- Benefits of APQPDocument1 pageBenefits of APQPSunilNo ratings yet
- AIAG Core Tools ListDocument1 pageAIAG Core Tools ListSunilNo ratings yet
- Training Topics For PlantDocument1 pageTraining Topics For PlantSunilNo ratings yet
- S.No. Training Topics Duration For Short Training Duration For Full TrainingDocument1 pageS.No. Training Topics Duration For Short Training Duration For Full TrainingSunilNo ratings yet
- Kaizen TrainingDocument32 pagesKaizen TrainingSunil100% (1)
- Quality Problem Resolution Sheet: Measurement Machine MANDocument1 pageQuality Problem Resolution Sheet: Measurement Machine MANSunilNo ratings yet
- Quality Circle SGADocument10 pagesQuality Circle SGASunilNo ratings yet
- List of PPAP DocsDocument4 pagesList of PPAP DocsSunilNo ratings yet
- APQP Process Training (In-Depth)Document142 pagesAPQP Process Training (In-Depth)Sunil67% (3)
- Tam-Sc-2-B Doorsheet Removal and Reinstallation: February 2003 © Chevrontexaco 1 of 9Document9 pagesTam-Sc-2-B Doorsheet Removal and Reinstallation: February 2003 © Chevrontexaco 1 of 9Herlys Pereira100% (1)
- Faculty of Engineering & Technology: Title: Name of Course: CIV-1202 Lecturer: Mr. Maxwell Jackson Due Date: 10/09/19Document12 pagesFaculty of Engineering & Technology: Title: Name of Course: CIV-1202 Lecturer: Mr. Maxwell Jackson Due Date: 10/09/19Sachin HarriramNo ratings yet
- Om D31ex-22 - Ten00525-02Document295 pagesOm D31ex-22 - Ten00525-02dangthuanNo ratings yet
- Airframe JeppesenDocument39 pagesAirframe JeppesenWalter Jair Rodriguez Munoz (LATAM)No ratings yet
- Gas Cutting EquipmentDocument92 pagesGas Cutting EquipmentFord KatimNo ratings yet
- Decoding Manufacturing Dates For Regulators and Flashback ArrestorsDocument5 pagesDecoding Manufacturing Dates For Regulators and Flashback Arrestorssatyendra kumarNo ratings yet
- CH 29-Fundamentals of WeldingDocument39 pagesCH 29-Fundamentals of WeldingNasir MaqsoodNo ratings yet
- Tech Spec of Gas Cutting Set PDFDocument3 pagesTech Spec of Gas Cutting Set PDFVipin SomasekharanNo ratings yet
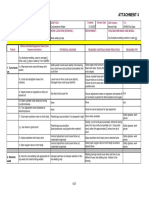
- Job Hazard Analysis Welding Operations: Attachment 4Document3 pagesJob Hazard Analysis Welding Operations: Attachment 4mujahed.ahmed4253063No ratings yet
- GAS WeldingDocument6 pagesGAS WeldingsrijaNo ratings yet
- JSA Detailed InfoDocument15 pagesJSA Detailed InfoGuptaNo ratings yet
- MCR TechSheet 8.5x11-P RCT 08.30.2016-WebDocument2 pagesMCR TechSheet 8.5x11-P RCT 08.30.2016-WebLina Marcela Monares ToroNo ratings yet
- WeldingDocument34 pagesWeldingManoj BallaNo ratings yet
- Unit III Welding ProcessesDocument82 pagesUnit III Welding ProcessesGayatri KanwadeNo ratings yet
- JSA For Electrical ActivitiesDocument14 pagesJSA For Electrical Activitiesdrparihary100% (2)
- Oxy - Fuel and Plasma Cutting - Welding & Joining Technology - LibGuides at Wiregrass Georgia Technical CollegeDocument9 pagesOxy - Fuel and Plasma Cutting - Welding & Joining Technology - LibGuides at Wiregrass Georgia Technical CollegeCharles hidayatNo ratings yet
- Smaw Module 2ndQ 1stDocument6 pagesSmaw Module 2ndQ 1stAdoracion Sales HugoNo ratings yet
- Welding Objective Set 1Document52 pagesWelding Objective Set 1Ankit kannojia100% (1)
- Welder Foundation Program Outline Apr 2020 HarmonizedDocument126 pagesWelder Foundation Program Outline Apr 2020 HarmonizedBin QiNo ratings yet
- TUG LA GSR 9 Gas Welding & Cutting Equipment InspectorDocument2 pagesTUG LA GSR 9 Gas Welding & Cutting Equipment Inspectorridhwaan singhNo ratings yet
- CoswpDocument48 pagesCoswpArunoday Singh100% (2)
- Legal Summary SHE-037 Handbook of Business Operation in Thailand's Industrial Estate Version 2Document10 pagesLegal Summary SHE-037 Handbook of Business Operation in Thailand's Industrial Estate Version 2Hugo NainggolanNo ratings yet
- Welding and Gas Cutting TechnologyDocument42 pagesWelding and Gas Cutting TechnologyShahid RazaNo ratings yet
- Gas WeldingDocument20 pagesGas WeldingVikas LavaniaNo ratings yet
- Ch-3 - Advanced Welding ProcessesDocument17 pagesCh-3 - Advanced Welding ProcessesNishanta BasisthaNo ratings yet
- BS en 1011-8 - 2004 PDFDocument24 pagesBS en 1011-8 - 2004 PDFrezaNo ratings yet
- Hot Bar Polymer Welding1Document2 pagesHot Bar Polymer Welding1Mugesh RanjanendranNo ratings yet
- Tig 200 P ManualDocument31 pagesTig 200 P ManualRobert CaseNo ratings yet