You might also like
- Tricotar - De las nociones básicas a proyectos espectaculares: Las técnicas más importantes y más de 25 proyectos para realizarFrom EverandTricotar - De las nociones básicas a proyectos espectaculares: Las técnicas más importantes y más de 25 proyectos para realizarRating: 4.5 out of 5 stars4.5/5 (3)
- Ejemplo Diseño Matriz CorteDocument0 pagesEjemplo Diseño Matriz CorteFrancs PerezNo ratings yet
- TECNOLOGIA DE LOS PROCESOS DE MANUFACTURA - EXAMEN FINAL SECCIONESDocument4 pagesTECNOLOGIA DE LOS PROCESOS DE MANUFACTURA - EXAMEN FINAL SECCIONESJean Gonzales100% (1)
- Exercicis de TallDocument11 pagesExercicis de TallTrebla92100% (1)
- ChavetaDocument7 pagesChavetaCristóbal RiquelmeNo ratings yet
- FresadoraDocument37 pagesFresadoraramones12No ratings yet
- Fabricación de Sierra Vaivén MecánicaDocument8 pagesFabricación de Sierra Vaivén MecánicaMICHAEL QUISPE MEDINANo ratings yet
- Punzonado Clase Reducida 16-06Document33 pagesPunzonado Clase Reducida 16-06Román PratoNo ratings yet
- PI Unidad 3Document29 pagesPI Unidad 3in.fusioncoffeeandteaNo ratings yet
- 7.1. PunzonadoDocument19 pages7.1. PunzonadoFrancisco ToroNo ratings yet
- Catalogo FerretodoDocument1,919 pagesCatalogo FerretodoPedro Leos100% (1)
- Apuntes de TornoDocument39 pagesApuntes de TornoingmaticNo ratings yet
- PunzonadoDocument5 pagesPunzonadounixicoNo ratings yet
- Guia 4 PDFDocument7 pagesGuia 4 PDFneyzaNo ratings yet
- Documento de Roscado (Reparado)Document21 pagesDocumento de Roscado (Reparado)jhonyalfNo ratings yet
- Ejercicios Mecanizado 2016 2Document7 pagesEjercicios Mecanizado 2016 2Ayrton Requejo MartelNo ratings yet
- Elementod de ToquelDocument21 pagesElementod de ToquelDany Steven Riascos AnguloNo ratings yet
- Diseño de TanqueDocument16 pagesDiseño de TanqueProgramas y masNo ratings yet
- FRESAS DORMER - (De Metal Duro) - Descripcion Tecnica-Caracteristicas-Cuadro de Avances-Vc - EtcDocument8 pagesFRESAS DORMER - (De Metal Duro) - Descripcion Tecnica-Caracteristicas-Cuadro de Avances-Vc - EtcLuis Alberto TaipeNo ratings yet
- ProcesosMecanizadoManualDocument14 pagesProcesosMecanizadoManualJhoann Sebastian Godoy CastilloNo ratings yet
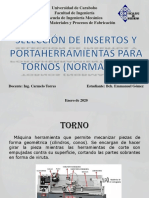
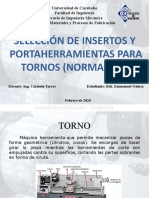
- Seleccion de Insertos y Portaherramientas IsoDocument34 pagesSeleccion de Insertos y Portaherramientas IsoEmmanuel Gimez100% (1)
- Hoja de ProcesosDocument20 pagesHoja de ProcesosEduardo CajasNo ratings yet
- Herramientas de Corte en FrioDocument4 pagesHerramientas de Corte en FrioPaola SosaNo ratings yet
- Ferromodelismo para todos - Construcción de locomotora GM GT 22 CW y CU en escala H0Document25 pagesFerromodelismo para todos - Construcción de locomotora GM GT 22 CW y CU en escala H0Diego Fontana100% (1)
- Tarea Fresado - MaquinadoDocument4 pagesTarea Fresado - Maquinadokelly100% (1)
- Troquelado y punzonado: procesos de corte en metalesDocument25 pagesTroquelado y punzonado: procesos de corte en metalesFrancisco Colorado67% (3)
- Matrices de Corte y Punzones - 2020-10-15Document59 pagesMatrices de Corte y Punzones - 2020-10-15Cristian SchwabNo ratings yet
- Cuestionarios Martillo TornoDocument106 pagesCuestionarios Martillo TornoFanny Antonella Calsin Gutiérrez100% (1)
- Ut 1 MCM - Cizallado PDFDocument23 pagesUt 1 MCM - Cizallado PDFSaul Vega EspinozaNo ratings yet
- Apuntes de Procesado de Chapa 2Document19 pagesApuntes de Procesado de Chapa 2Pedro Soria MartinezNo ratings yet
- TX 1 Resumen - Sección 9 - Unidad 35 A 37 - Nrc2548moncayoDocument20 pagesTX 1 Resumen - Sección 9 - Unidad 35 A 37 - Nrc2548moncayoGermán Moncayo GalárragaNo ratings yet
- 1.1. Engranajes: Pág. MemoriaDocument79 pages1.1. Engranajes: Pág. MemoriaRonald Alcantara CarreraNo ratings yet
- Reloj de PenduloDocument9 pagesReloj de PenduloAdolfo Alejandro Soto CoolmenaresNo ratings yet
- Ajuste ManualDocument43 pagesAjuste ManualKarelys BritoNo ratings yet
- Marco Teórico 2 IIDocument14 pagesMarco Teórico 2 IIAlex ChancúsigNo ratings yet
- Seleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISODocument34 pagesSeleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISOgdfg100% (1)
- Enmarcación en casaDocument12 pagesEnmarcación en casaJose Ramon Rivas LejardiNo ratings yet
- Presentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)Document20 pagesPresentacion 15 2.9.1 Fundamentos de Metla (Corte de Lamina)gerardoNo ratings yet
- MetegolDocument21 pagesMetegolGonzalo Gomez100% (1)
- PC2-IN73-2020-2 Soldadura y MaquinadoDocument3 pagesPC2-IN73-2020-2 Soldadura y MaquinadoJean GonzalesNo ratings yet
- Herramientas de Procesos de Remoción - S3Document8 pagesHerramientas de Procesos de Remoción - S3Alejandra Muñoz VenegasNo ratings yet
- Análisis de casos de fresadoDocument7 pagesAnálisis de casos de fresadobastianNo ratings yet
- 2.2 Selección de Herramientas y Parámetros de Corte Parte 1Document50 pages2.2 Selección de Herramientas y Parámetros de Corte Parte 1Tonatiuh Guzman aburtoNo ratings yet
- Materiales de Construcción CNCDocument12 pagesMateriales de Construcción CNCEmilio PaucarimaNo ratings yet
- 1 ChapaDocument15 pages1 ChapadanibrmNo ratings yet
- CALDERERÍADocument31 pagesCALDERERÍAJuniors Dueñas LópezNo ratings yet
- Mecanizado de pieza con fresadora y torno: procesos y herramientasDocument12 pagesMecanizado de pieza con fresadora y torno: procesos y herramientasJefferson UsedaNo ratings yet
- Manual Instalación CharofilDocument22 pagesManual Instalación Charofiladan maciasNo ratings yet
- Catalogo Milwaukee Salvador Escoda 2021Document40 pagesCatalogo Milwaukee Salvador Escoda 2021ayoub kbibNo ratings yet
- Herramientas para Mecanizado de Inter Cam Bi AdoresDocument12 pagesHerramientas para Mecanizado de Inter Cam Bi AdoresSebastian OviedoNo ratings yet
- Inv. 1mesas de Marmol en Un Laboratorio de MetrologiaDocument9 pagesInv. 1mesas de Marmol en Un Laboratorio de MetrologiaPiter Wells0% (1)
- Manual Instalación CharofilDocument22 pagesManual Instalación CharofilEliud González VázquezNo ratings yet
- Troqueladora Electro-NeumaticaDocument27 pagesTroqueladora Electro-NeumaticaErick Hernández100% (1)
- EjerciciosDocument10 pagesEjerciciosRichard Montalban SanchezNo ratings yet
- UD 2 Operacionnes Básicas de Mecanizado A ManoDocument104 pagesUD 2 Operacionnes Básicas de Mecanizado A ManogongergalNo ratings yet
- Elimina Los Defectos de Cizallamiento en 4 PasosDocument5 pagesElimina Los Defectos de Cizallamiento en 4 PasosLuis JuárezNo ratings yet
- Normas de Seguridad Segueta y Sierra MecanicaDocument43 pagesNormas de Seguridad Segueta y Sierra MecanicaJhon Sebastian Rodriguez50% (8)
- Reporte Del Troquel - Ricardo PalacioDocument14 pagesReporte Del Troquel - Ricardo PalacioRicardo PalacioNo ratings yet
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209From EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209No ratings yet
- Modelo de NegociosDocument54 pagesModelo de NegociosAndrésCabreraSoriaNo ratings yet
- Licto PDFDocument142 pagesLicto PDFKatherine GuachaminNo ratings yet
- Las Cinco Leyes de OroDocument1 pageLas Cinco Leyes de OroAndrésCabreraSoriaNo ratings yet
- Licto PDFDocument142 pagesLicto PDFKatherine GuachaminNo ratings yet
- Mediciones ElectromiográficasDocument78 pagesMediciones ElectromiográficasAndrésCabreraSoriaNo ratings yet
- Manual Programacion ArduinoDocument70 pagesManual Programacion Arduinofaasa83% (6)
- Estructura Plan de NegociosDocument43 pagesEstructura Plan de NegociosAndrésCabreraSoriaNo ratings yet
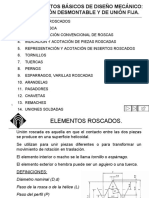
- Elem - Basicos Diseño MecanicoDocument36 pagesElem - Basicos Diseño MecanicoJuli CaputoNo ratings yet
- Mano Controlada Por Señales Musculares - BPV15Document161 pagesMano Controlada Por Señales Musculares - BPV15AndrésCabreraSoriaNo ratings yet
- Flip Flop ContadorDocument9 pagesFlip Flop ContadorAndrésCabreraSoriaNo ratings yet
- Lab1 3-RiDocument8 pagesLab1 3-RiAndrésCabreraSoriaNo ratings yet
- Lab1 1-RiDocument11 pagesLab1 1-RiAndrésCabreraSoriaNo ratings yet
- Fatigue en EsDocument16 pagesFatigue en EsAndrésCabreraSoriaNo ratings yet
- Hazardous ClasifDocument8 pagesHazardous ClasifAndrésCabreraSoriaNo ratings yet
- Ensayo de Dureza2Document4 pagesEnsayo de Dureza2AndrésCabreraSoriaNo ratings yet
- 3-Esfuerzo Plano y Circulo de Mohr en 2dDocument14 pages3-Esfuerzo Plano y Circulo de Mohr en 2dAndrésCabreraSoriaNo ratings yet
- CementadoDocument5 pagesCementadoAndrésCabreraSoriaNo ratings yet
- Motor DC Excitacion IndependienteDocument10 pagesMotor DC Excitacion IndependienteAndrésCabreraSoriaNo ratings yet
- Estimar La Resistencia A La Fatiga Del TitanioDocument3 pagesEstimar La Resistencia A La Fatiga Del TitanioAndrésCabreraSoriaNo ratings yet
- Laboratorio 1Document10 pagesLaboratorio 1AndrésCabreraSoriaNo ratings yet
- Preparatorio 1.1Document13 pagesPreparatorio 1.1AndrésCabreraSoriaNo ratings yet
- Proyecto 3er Parcial Espe Control IndustrialDocument4 pagesProyecto 3er Parcial Espe Control IndustrialAndrésCabreraSoriaNo ratings yet
- Sensor EsDocument33 pagesSensor EsLuis Enrique Guillen GemanNo ratings yet
- GuaraguaoDocument1 pageGuaraguaoAndrésCabreraSoriaNo ratings yet
- Lab 7Document9 pagesLab 7AndrésCabreraSoriaNo ratings yet
- Motor de Induccion ESPEDocument7 pagesMotor de Induccion ESPEAndrésCabreraSoriaNo ratings yet
- Lab 4Document12 pagesLab 4AndrésCabreraSoriaNo ratings yet
- Lab 3Document10 pagesLab 3AndrésCabreraSoriaNo ratings yet
- Diagramas ElectricosDocument9 pagesDiagramas ElectricosAndrésCabreraSoria0% (1)
- Actividad 3Document2 pagesActividad 3jhailer poloNo ratings yet
- Ejercicios de FluidosscribDocument31 pagesEjercicios de Fluidosscribtu gfeNo ratings yet
- Cubierta para TechosDocument21 pagesCubierta para TechosLichi HerrerosNo ratings yet
- Coeficiente de FricciónDocument12 pagesCoeficiente de FriccióngabrielaNo ratings yet
- Resistencia flexión viga hormigónDocument9 pagesResistencia flexión viga hormigónHerlan CanazaNo ratings yet
- Ficha Técnica Bomba Sumergible SP15008-15Document28 pagesFicha Técnica Bomba Sumergible SP15008-15Juan RojasNo ratings yet
- Estructuras de Concreto - Tema 4 - CortanteDocument41 pagesEstructuras de Concreto - Tema 4 - CortanteAna Carolina P SantosNo ratings yet
- Cubicaciones NCH 353Document14 pagesCubicaciones NCH 353ILFeeliIpeGutierrezNo ratings yet
- Tarea 13 Relación de Curvatura - Momento FlectorDocument3 pagesTarea 13 Relación de Curvatura - Momento FlectorAlfonso Medina VazquezNo ratings yet
- Analisis de Fallas en Varillas de BombeoDocument88 pagesAnalisis de Fallas en Varillas de BombeoRicardo Pulido Ramìrez100% (1)
- Cemento de Fraguado RapidoDocument41 pagesCemento de Fraguado RapidoJhon Alan Vilca Fernandez100% (1)
- Marco TeoricoDocument25 pagesMarco TeoricoSammy RDNo ratings yet
- PG3. Articulo 675. AnclajesDocument16 pagesPG3. Articulo 675. AnclajesMendilibarNo ratings yet
- DetalleCatastralBienesRaicesDocument3 pagesDetalleCatastralBienesRaicesrodolfoNo ratings yet
- Análisis de VigasDocument47 pagesAnálisis de VigasDon Luis Alejandro MachadoNo ratings yet
- Vinilicos 21ene2019Document37 pagesVinilicos 21ene2019EC CNo ratings yet
- Especificaciones Técnicas C.E. Olof PalmeDocument136 pagesEspecificaciones Técnicas C.E. Olof PalmeBj CastanedaNo ratings yet
- AnexoxDocument2 pagesAnexoxMich HuaynocaNo ratings yet
- Conservación de PavimentosDocument48 pagesConservación de PavimentosEsnaiderVargasChamayaNo ratings yet
- 2.20 y 2.21 Expo MaterialesDocument23 pages2.20 y 2.21 Expo MaterialesCherrybmj uwuNo ratings yet
- Hoja de Excel para El Diseño y Calculo Estructural de ZapatasDocument6 pagesHoja de Excel para El Diseño y Calculo Estructural de ZapatasAnthonyCoveNo ratings yet
- Recubrimientos Cerámicos Mixtos Sobre Acero ComercialDocument11 pagesRecubrimientos Cerámicos Mixtos Sobre Acero ComercialRonny Joel QCNo ratings yet
- MapaAmbientalMuseo40Document13 pagesMapaAmbientalMuseo40Cristhian Raymundo SaavedraNo ratings yet
- Analisis de Precios OkDocument44 pagesAnalisis de Precios OkDaniel SánchezNo ratings yet
- CimentacionDocument3 pagesCimentacionAndre Mendoza SalaverryNo ratings yet
- Libro de Tecnologia de MaterialesDocument139 pagesLibro de Tecnologia de MaterialesAly Huaytalla89% (9)
- ElasticidadDocument15 pagesElasticidadEsteban FajardoNo ratings yet
- SILABO - Redes Eléctricas de Distribución Primaria Aéreas y Subterráneas - OnLineDocument3 pagesSILABO - Redes Eléctricas de Distribución Primaria Aéreas y Subterráneas - OnLineGerman TicliahuancaNo ratings yet
- Sweet Home - Avance 2Document25 pagesSweet Home - Avance 2kratosp421No ratings yet
- Construcción Con MicropilotesDocument37 pagesConstrucción Con MicropilotesJulliana Martinez MuñozNo ratings yet