You might also like
- Basic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessesDocument34 pagesBasic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessesDeepti KanadeNo ratings yet
- Manufacturing Note Packet 2Document2 pagesManufacturing Note Packet 2api-509631595No ratings yet
- Engineering Drawing Unit - IDocument189 pagesEngineering Drawing Unit - IK S Chalapathi100% (1)
- Lec 4 - Dimensioning PDFDocument35 pagesLec 4 - Dimensioning PDFAbdullah TahirNo ratings yet
- Lathe Tooling: Automated Machining Adv. MMPDocument23 pagesLathe Tooling: Automated Machining Adv. MMPShashi YadavNo ratings yet
- Dimensioning ComponentsDocument50 pagesDimensioning Componentsmaqbool ur rehmanNo ratings yet
- Machining Worksheet DJJ30082Document11 pagesMachining Worksheet DJJ30082zairil izuwan0% (1)
- Lecture 3: Parts of Weld Joints and Welding SymbolDocument41 pagesLecture 3: Parts of Weld Joints and Welding SymbolNavneet KumarNo ratings yet
- 12 DimensioningDocument61 pages12 DimensioningAnand KumarNo ratings yet
- How To Read Engineering DrawingsDocument21 pagesHow To Read Engineering DrawingsRakesh ManralNo ratings yet
- ME-102 Engineering Graphics: DimensioningDocument35 pagesME-102 Engineering Graphics: DimensioningAqib abdullahNo ratings yet
- ME-102 Engineering Graphics DimensioningDocument37 pagesME-102 Engineering Graphics DimensioningMohammad BilalNo ratings yet
- Lecture 5 Cont.: Dimensioning DimensioningDocument58 pagesLecture 5 Cont.: Dimensioning DimensioningANNo ratings yet
- Engineering Drawing StandardDocument59 pagesEngineering Drawing StandardYuva Raj AnandNo ratings yet
- Lecture 05 DimensioningDocument33 pagesLecture 05 DimensioningMoses KambohNo ratings yet
- Dimensioning: TA101 Engineering GraphicsDocument52 pagesDimensioning: TA101 Engineering GraphicsPremNo ratings yet
- ENG3201 20212022 Ch8-DimensioningDocument59 pagesENG3201 20212022 Ch8-DimensioningJessaredNo ratings yet
- 5L DimensioningDocument59 pages5L Dimensioningyedoke2515No ratings yet
- Welding Symbols-2018 FZC - Compatibility ModeDocument24 pagesWelding Symbols-2018 FZC - Compatibility Modejoshin ambookenNo ratings yet
- Chapter 07 DimensioningDocument59 pagesChapter 07 DimensioningAry Emang AnggaraNo ratings yet
- Lecture 3 & 4 - DimensioningDocument75 pagesLecture 3 & 4 - DimensioningZeeshan AhmedNo ratings yet
- Lathe OperationDocument13 pagesLathe OperationdevmarineacademyNo ratings yet
- DimensioningDocument45 pagesDimensioningAmexTesfayeKoraNo ratings yet
- Engg Drawing 5-1Document32 pagesEngg Drawing 5-1Kanwar HamzaNo ratings yet
- Lecture 1 & 2Document24 pagesLecture 1 & 2Divyanshu JainNo ratings yet
- Reaming, Boring and Broaching Processes ExplainedDocument58 pagesReaming, Boring and Broaching Processes ExplainedVikas PotluriNo ratings yet
- M-13 Milling Broaching Sawing FilingDocument36 pagesM-13 Milling Broaching Sawing FilingHafidzNo ratings yet
- Resharpening of The Twist Drill BitsDocument5 pagesResharpening of The Twist Drill BitsJuanGómezNo ratings yet
- General Turning Insert Nomenclature For CNC Dummies - Helman CNCDocument2 pagesGeneral Turning Insert Nomenclature For CNC Dummies - Helman CNCgrg_greNo ratings yet
- Finalegcomplete 140805033018 Phpapp02 PDFDocument228 pagesFinalegcomplete 140805033018 Phpapp02 PDFSurendar SelvaNo ratings yet
- 2 Marks MDDocument19 pages2 Marks MDsathiaNo ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaNo ratings yet
- Engineering Drawing NotesDocument81 pagesEngineering Drawing Notesrankx001No ratings yet
- Dimensioning in DrawingDocument34 pagesDimensioning in DrawingMian AsimNo ratings yet
- Dimensioning: Engineering Graphics & CADDocument70 pagesDimensioning: Engineering Graphics & CADTulong ZhuNo ratings yet
- Design Recommendations for Screw Machine ProductsDocument23 pagesDesign Recommendations for Screw Machine Productsashwin josephNo ratings yet
- Me II Ch2 DrillingDocument52 pagesMe II Ch2 Drillingdereje mergaNo ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsScott NorrisNo ratings yet
- ISO welding symbol guideDocument22 pagesISO welding symbol guideJovan Farus Pertamana100% (1)
- Screw ThreadsDocument25 pagesScrew ThreadsRaflyNo ratings yet
- 7 2 A HolesholenotesDocument11 pages7 2 A Holesholenotesapi-234212327No ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsAnonymous xNlcm9No ratings yet
- Surface Texture: G Lancaster Marlborough Boys CollegeDocument22 pagesSurface Texture: G Lancaster Marlborough Boys CollegeJim JohnsonNo ratings yet
- Machining Processes Used to Produce Various ShapesDocument37 pagesMachining Processes Used to Produce Various ShapesAseem Goyal100% (1)
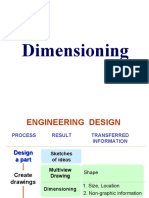
- Engineering Design Dimensioning ProcessDocument50 pagesEngineering Design Dimensioning ProcessBharat SinghNo ratings yet
- Drawing RulesDocument8 pagesDrawing RulespadmarajanNo ratings yet
- ENGR1025U - Winter 2023 Lecture 4Document51 pagesENGR1025U - Winter 2023 Lecture 4ronald.onyiorahNo ratings yet
- 7.3 ToolsDocument157 pages7.3 ToolskpilNo ratings yet
- ForgingDocument3 pagesForgingAnonymous St1j35DR05No ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Judgment CCHDocument28 pagesJudgment CCHtnchsgNo ratings yet
- Lpa PDFDocument74 pagesLpa PDFWidad MustafaNo ratings yet
- Power Screw: Square Threads Acme ThreadsDocument9 pagesPower Screw: Square Threads Acme ThreadstnchsgNo ratings yet
- ScrewDocument5 pagesScrewiqbaljuttNo ratings yet
- THK PreloadDocument5 pagesTHK PreloadtnchsgNo ratings yet
- Primary Aluminium Casting Alloys Mechanical PropertiesDocument10 pagesPrimary Aluminium Casting Alloys Mechanical PropertiesPrabish KumarNo ratings yet
- HLux Strategy: 4 Rounds of Thor vs TryoDocument1 pageHLux Strategy: 4 Rounds of Thor vs TryotnchsgNo ratings yet
- By: Hlux Strategy: Repeat 4 Rounds: Turn # Level: 28 0 Boost Level: 28 0 Boost Level: 30 0 Boost RemarksDocument1 pageBy: Hlux Strategy: Repeat 4 Rounds: Turn # Level: 28 0 Boost Level: 28 0 Boost Level: 30 0 Boost RemarkstnchsgNo ratings yet
- HLux Strategy: 4 Rounds of Thor vs TryoDocument1 pageHLux Strategy: 4 Rounds of Thor vs TryotnchsgNo ratings yet
- Bolt Tightening Methods and Torque-Tension RelationshipsDocument12 pagesBolt Tightening Methods and Torque-Tension RelationshipsJuanGómezNo ratings yet
- Welding SymbologyDocument15 pagesWelding SymbologysteelNo ratings yet
- Example Tipping Calc PDFDocument1 pageExample Tipping Calc PDFtnchsgNo ratings yet
- ISO 4029 Hex socket set screws stainless steelDocument3 pagesISO 4029 Hex socket set screws stainless steeltnchsgNo ratings yet
- New generation industrial gas springsDocument1 pageNew generation industrial gas springstnchsgNo ratings yet
- 01 Torque and UnitDocument6 pages01 Torque and UnitJuanGómezNo ratings yet
- Grinding WheelsDocument26 pagesGrinding Wheelsznovak77No ratings yet
- DC Motor Calculations: Mechanical Power, Torque-Speed CurvesDocument10 pagesDC Motor Calculations: Mechanical Power, Torque-Speed Curvesoctav12No ratings yet
- Balance TutorialDocument22 pagesBalance TutorialJuan Felipe Arias CabralesNo ratings yet
- LoPro Actuators Linear Motion White Paper Bishop WisecarverDocument4 pagesLoPro Actuators Linear Motion White Paper Bishop WisecarvertnchsgNo ratings yet
- ISO 4026 DIN 913: GewindestifteDocument3 pagesISO 4026 DIN 913: GewindestiftetnchsgNo ratings yet
- Linear Guides 101 The Basics of Linear Guide Technology: Thursday, August 17, 2017 2:00pm ESTDocument36 pagesLinear Guides 101 The Basics of Linear Guide Technology: Thursday, August 17, 2017 2:00pm ESTtnchsgNo ratings yet
- 08 ScrewDocument10 pages08 ScrewJuanGómezNo ratings yet
- Protecting Motors Against Overload Conditions Using "I Squared T" MethodsDocument2 pagesProtecting Motors Against Overload Conditions Using "I Squared T" Methodsalpha1ahNo ratings yet
- 0600 DB 0301Document18 pages0600 DB 0301awadhesha20022033No ratings yet
- Intro To Machine Vision SlidesDocument49 pagesIntro To Machine Vision Slidestnchsg100% (3)
- 0600 DB 0301Document18 pages0600 DB 0301awadhesha20022033No ratings yet
- Centruy SpringDocument217 pagesCentruy Springcarlauraw6767No ratings yet
- ISO 4026 DIN 913: GewindestifteDocument3 pagesISO 4026 DIN 913: GewindestiftetnchsgNo ratings yet
- 1 VR6470LVM (VR6272) (E)Document44 pages1 VR6470LVM (VR6272) (E)tnchsgNo ratings yet
- Craigtools 300 PDFDocument58 pagesCraigtools 300 PDFroshan mungurNo ratings yet
- Drilling Reaming Tapping PDFDocument17 pagesDrilling Reaming Tapping PDFPeter ThomasNo ratings yet
- Socket Head Cap Screws 1960 Series PDFDocument16 pagesSocket Head Cap Screws 1960 Series PDFAlexandre Caciano dos SantosNo ratings yet
- Solidworks Corporation: CSWP Sample Exam: Certified Solidworks Professional: Solid Modeling Specialist (Cswp-Core)Document62 pagesSolidworks Corporation: CSWP Sample Exam: Certified Solidworks Professional: Solid Modeling Specialist (Cswp-Core)bontrager1306100% (1)
- Screw Size ClearancesDocument15 pagesScrew Size ClearancesPTE TOPPERNo ratings yet
- Black & Decker The Complete Guide To Outdoor CarpentryDocument591 pagesBlack & Decker The Complete Guide To Outdoor Carpentrymario70916100% (2)
- E.H. Wachs Industrial Machine Tools PDFDocument88 pagesE.H. Wachs Industrial Machine Tools PDFWilber Ramos de la RosaNo ratings yet
- How To Make A Mini Milling Machine-Manual or CNC!Document31 pagesHow To Make A Mini Milling Machine-Manual or CNC!Cosmin Ionut100% (1)
- Drill TechniquesDocument5 pagesDrill TechniquesJoaquín Capella CallavedNo ratings yet
- Mark Andrew Cabale, BSME-3ADocument5 pagesMark Andrew Cabale, BSME-3AMark Andrew CabaleNo ratings yet
- Forms and Dimensions of Undercuts: ForewordDocument6 pagesForms and Dimensions of Undercuts: ForewordMarko LikarNo ratings yet
- Wilson Tool - Scule Speciale Si Forming Masini Turela Thick TurretDocument40 pagesWilson Tool - Scule Speciale Si Forming Masini Turela Thick TurretAmit ShahNo ratings yet
- Bandsaw Table SystemDocument23 pagesBandsaw Table SystemDuevin Eliman Medina Ardon100% (1)
- Dovetail 1Document44 pagesDovetail 1kspiliopNo ratings yet
- CSWP Practice Exam GuideDocument32 pagesCSWP Practice Exam GuidemortifaguilloNo ratings yet
- Cylinder Liner Counterbore Ledge Reuse GuidelinesDocument8 pagesCylinder Liner Counterbore Ledge Reuse GuidelinesedgepaNo ratings yet
- Surface Vehicle Standard: Rev. JUL86Document3 pagesSurface Vehicle Standard: Rev. JUL86anupthatta100% (1)
- DrillingDocument51 pagesDrillingaraz_1985100% (1)
- Printing in Plastic Build Your Own 3D Printer (PDFDrive)Document466 pagesPrinting in Plastic Build Your Own 3D Printer (PDFDrive)John Sutphin100% (1)
- CounterboreDocument3 pagesCounterborejonNo ratings yet
- Machine Tools for Machining Processes and OperationsDocument56 pagesMachine Tools for Machining Processes and OperationsUmberto PriscoNo ratings yet
- Sample X5 Mill Level 1 Training Tutorial MetricDocument98 pagesSample X5 Mill Level 1 Training Tutorial MetricMario TrevinoNo ratings yet
- Undercut TableDIN 509Document6 pagesUndercut TableDIN 509Dwi DarsonoNo ratings yet
- Valve Seat Installation Procedures: by Larry CarleyDocument5 pagesValve Seat Installation Procedures: by Larry CarleysuppholNo ratings yet
- Emx GuiDocument49 pagesEmx GuiscdNo ratings yet
- Chapter 5 - Threads and FastenersDocument128 pagesChapter 5 - Threads and FastenersPradeep Kumar MehtaNo ratings yet
- c05 Proe WFDocument44 pagesc05 Proe WFprasenjitsayantanNo ratings yet
- Dodge Self-Threading Insert For PlasticDocument1 pageDodge Self-Threading Insert For PlasticBarNo ratings yet
- 40 years machining seat and guide machinesDocument56 pages40 years machining seat and guide machinesJohn BelmesNo ratings yet
- m1 - U3 - Drilling, Counterboring & CountersinkingDocument15 pagesm1 - U3 - Drilling, Counterboring & CountersinkingViệt Đặng XuânNo ratings yet