You might also like
- DBRDocument25 pagesDBRSmart BalaNo ratings yet
- Toc & Line BalancingDocument30 pagesToc & Line BalancingShaik JilaniNo ratings yet
- Work Measure, Time Study & Assembly Line BalancingDocument54 pagesWork Measure, Time Study & Assembly Line BalancingAiyyamperumalNo ratings yet
- Operations Scheduling: Dr. Md. Ahsan Akhtar HasinDocument11 pagesOperations Scheduling: Dr. Md. Ahsan Akhtar HasinPavel RahmanNo ratings yet
- Maintenance Management (FRSI 2153) Lecture: 5 - 6 Eliminate Waste & Overall Equipment Efficiency (Oee)Document35 pagesMaintenance Management (FRSI 2153) Lecture: 5 - 6 Eliminate Waste & Overall Equipment Efficiency (Oee)Fgj JhgNo ratings yet
- Push VsPull SlideSet9Document44 pagesPush VsPull SlideSet9Aditya PalNo ratings yet
- DELL Supply Chain IntegrationDocument15 pagesDELL Supply Chain IntegrationSailesh Kumar PatelNo ratings yet
- Quantrivanhanh-Chuong 7 Tieng AnhDocument69 pagesQuantrivanhanh-Chuong 7 Tieng Anh21132138No ratings yet
- Line Balancing PresentationDocument39 pagesLine Balancing Presentationelmaakoul oussama67% (3)
- 2019 SchedulingDocument61 pages2019 SchedulingGhanshyamNo ratings yet
- 1-1 Mcgraw-Hill/Irwin ©2009 The Mcgraw-Hill Companies, All Rights ReservedDocument12 pages1-1 Mcgraw-Hill/Irwin ©2009 The Mcgraw-Hill Companies, All Rights ReservedBinh DoNo ratings yet
- Chapter 5 - Scheduling ManagementDocument70 pagesChapter 5 - Scheduling Managementhani adliNo ratings yet
- W11 - 12 Capacity PlanningDocument33 pagesW11 - 12 Capacity Planningdella sukma prihandani XI-0808No ratings yet
- B. Interactive. Chandra. Flow v1 Theory of ConstraintsDocument30 pagesB. Interactive. Chandra. Flow v1 Theory of ConstraintsTemitope AdelajaNo ratings yet
- Process Analysis - HoutDocument12 pagesProcess Analysis - HoutANN MARY JOSE PGP 2023-25 BatchNo ratings yet
- Reasons For Background Processing Reducing Load On Dialog Workprocesses DispatcherDocument8 pagesReasons For Background Processing Reducing Load On Dialog Workprocesses DispatcherDevender5194No ratings yet
- Slides Prepared by John LoucksDocument57 pagesSlides Prepared by John LoucksSahil NandaNo ratings yet
- Ipmx 15 Om1 Jit and LeanDocument72 pagesIpmx 15 Om1 Jit and LeanArjun SharmaNo ratings yet
- CSE 410 Exam 2Document8 pagesCSE 410 Exam 2puppychow155No ratings yet
- Partners in Training - skf-STRATEGYDocument69 pagesPartners in Training - skf-STRATEGYAndresNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument77 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionAr. RajaNo ratings yet
- 10 - 2 RTU560 - PLC - OverviewDocument24 pages10 - 2 RTU560 - PLC - OverviewbzyNo ratings yet
- FR Processscheduling Sequencing RulesDocument38 pagesFR Processscheduling Sequencing RulesHapzyNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument55 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionSheza NaveedNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument70 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionHuy NguyễnNo ratings yet
- Lecture 6Document67 pagesLecture 6Ilive ToLearnNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument64 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDhiraj SinghNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument51 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionSamia RafiqueNo ratings yet
- 3.1 Describe The Differences Among Short-Term, Medium-Term, and LongDocument7 pages3.1 Describe The Differences Among Short-Term, Medium-Term, and LongGautham NagendraNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument74 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 Editionpamela urmatanNo ratings yet
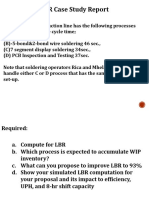
- LBR Case Study ReportDocument15 pagesLBR Case Study ReportChristine MagnayeNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument66 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionSathish KumarNo ratings yet
- Scheduling The ProjectDocument50 pagesScheduling The ProjectguptaanoopNo ratings yet
- OEE PresentationDocument33 pagesOEE PresentationRoshan YaduwanshiNo ratings yet
- Module 2.2pptDocument53 pagesModule 2.2pptmd shakil ahsan mazumderNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument43 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 Editionلطيف احمد حسن طاهرNo ratings yet
- Material Requirements Planning: Dr. Everette S. Gardner, JRDocument28 pagesMaterial Requirements Planning: Dr. Everette S. Gardner, JRSunil MalikNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument43 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionSardar Danial NasirNo ratings yet
- Chapter 15 - : SchedulingDocument26 pagesChapter 15 - : SchedulingMayukh NandiNo ratings yet
- Performance Tuning Mainframe Apps CompuwareDocument30 pagesPerformance Tuning Mainframe Apps Compuwareabhik43No ratings yet
- Chap 19Document25 pagesChap 19Binh DoNo ratings yet
- Pinto - pm2 - Session 5 - Shared SlidesDocument71 pagesPinto - pm2 - Session 5 - Shared SlidesMohamedNo ratings yet
- DAY2Document30 pagesDAY2AKSHAY NANGIANo ratings yet
- Sample ExamDocument7 pagesSample ExamAhmed AmirNo ratings yet
- Z IIPCapacity and PerformanceDocument50 pagesZ IIPCapacity and PerformanceVinicius HeidrichNo ratings yet
- Learning ObjectivesDocument16 pagesLearning Objectivesmário antunesNo ratings yet
- Om 9 2017 CLRDocument25 pagesOm 9 2017 CLRLuka Lukc RijavecNo ratings yet
- EGN - 5623 Detailed SchedulingDocument60 pagesEGN - 5623 Detailed SchedulingpippologicoNo ratings yet
- Line Balance 059Document39 pagesLine Balance 059smitaNo ratings yet
- Lecture-8 - Process SynchronizationDocument32 pagesLecture-8 - Process Synchronizationmemonasaif7882No ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument70 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionBình Nguyễn VănNo ratings yet
- Chapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument46 pagesChapter 5: Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionANo ratings yet
- Process Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDocument66 pagesProcess Synchronization: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionUtkarshNo ratings yet
- AK - Wase 2016 - RTOS - Mid MakeupDocument5 pagesAK - Wase 2016 - RTOS - Mid Makeupneetika guptaNo ratings yet
- Creating RoutingsDocument23 pagesCreating RoutingsSayed MahfouzNo ratings yet
- 9 Project ManagementDocument15 pages9 Project ManagementDivya TadepalliNo ratings yet
- Sistemas de ProduccionDocument19 pagesSistemas de ProduccionMilton LeónNo ratings yet
- 006 TPS and Standarized Works Training Awareness VIPDocument77 pages006 TPS and Standarized Works Training Awareness VIPHosam Elden Mostafa MasaranyNo ratings yet
- Process Flow of New Implementation in SAP at OEM: Created by RUSHI SONIDocument62 pagesProcess Flow of New Implementation in SAP at OEM: Created by RUSHI SONIsiddhumesh1No ratings yet
- SAP Costing Sheet IllustrationDocument3 pagesSAP Costing Sheet Illustrationsiddhumesh1No ratings yet
- Master Data of ERP Retail - EAN - GTINDocument15 pagesMaster Data of ERP Retail - EAN - GTINhuseink100% (1)
- Symphony Impco Demand Release Tcode: Sap User ManualDocument21 pagesSymphony Impco Demand Release Tcode: Sap User Manualsiddhumesh1No ratings yet
- AIDER RFID & Barcode Driven Inventory Visibility Solution - Jan 2018Document11 pagesAIDER RFID & Barcode Driven Inventory Visibility Solution - Jan 2018siddhumesh1No ratings yet
- Approach For Enhancements in SAP S/4HANA: For Organization Specific and Industry Vertical Specific ProcessesDocument23 pagesApproach For Enhancements in SAP S/4HANA: For Organization Specific and Industry Vertical Specific Processessiddhumesh1No ratings yet
- B6 KoenigDocument56 pagesB6 Koenigsiddhumesh1No ratings yet
- Rollex MRP Stabilization V2Document18 pagesRollex MRP Stabilization V2siddhumesh1No ratings yet
- Integrated Business Planning With SAP Business Planning and ConsolidationDocument32 pagesIntegrated Business Planning With SAP Business Planning and Consolidationsiddhumesh1No ratings yet
- Duty Forgone SolDocument12 pagesDuty Forgone Solsiddhumesh1No ratings yet
- The Theory of Constraints: Applications: DBR SegmentDocument72 pagesThe Theory of Constraints: Applications: DBR Segmentsiddhumesh1100% (1)
- Sap MM GuideDocument316 pagesSap MM GuideAnupam Bali100% (8)
- Ewaybill RulesDocument4 pagesEwaybill Rulessiddhumesh1No ratings yet
- Waybill ComplianceDocument3 pagesWaybill Compliancesiddhumesh1No ratings yet
- SAP Solutions For Higher Education & ResearchDocument16 pagesSAP Solutions For Higher Education & Researchsiddhumesh1No ratings yet
- JMN Rfid-WmsDocument19 pagesJMN Rfid-Wmssiddhumesh1No ratings yet
- Using Chart Designer To Customize Business Graphics in Web Dynpro JavaDocument14 pagesUsing Chart Designer To Customize Business Graphics in Web Dynpro Javasiddhumesh1No ratings yet
- How To Develop Programs For SAP Mobile RFDocument21 pagesHow To Develop Programs For SAP Mobile RFSammy SeidenNo ratings yet
- GST RoadmapDocument14 pagesGST Roadmapsiddhumesh1No ratings yet
- AIAG - Production Part Approval Process (PPAP) 4th EditionDocument74 pagesAIAG - Production Part Approval Process (PPAP) 4th EditionIvan Bolivar BarrazaNo ratings yet
- AIAG - Production Part Approval Process (PPAP) 4th EditionDocument74 pagesAIAG - Production Part Approval Process (PPAP) 4th EditionIvan Bolivar BarrazaNo ratings yet
- Pusheen With Donut: Light Grey, Dark Grey, Brown, RoséDocument13 pagesPusheen With Donut: Light Grey, Dark Grey, Brown, RosémafaldasNo ratings yet
- SAT Practice Test 10 - College BoardDocument34 pagesSAT Practice Test 10 - College BoardAdissaya BEAM S.No ratings yet
- Book Index The Art of Heavy TransportDocument6 pagesBook Index The Art of Heavy TransportHermon Pakpahan50% (2)
- Daftar PustakaDocument3 pagesDaftar PustakaMel DaNo ratings yet
- Pharmalytica Exhibitor List 2023Document3 pagesPharmalytica Exhibitor List 2023Suchita PoojaryNo ratings yet
- Bagpipe LV 1-5Document228 pagesBagpipe LV 1-5Sathia Kdms100% (2)
- Manual of Sensorless Brushless Motor Speed Controller: Pentium SeriesDocument4 pagesManual of Sensorless Brushless Motor Speed Controller: Pentium Seriesfosavo5839No ratings yet
- Clinical Biomechanics: Leigh W. Marshall, Stuart M. McgillDocument4 pagesClinical Biomechanics: Leigh W. Marshall, Stuart M. McgillMichael JunNo ratings yet
- SMAST - 150kW 02190 - 200929091953Document67 pagesSMAST - 150kW 02190 - 200929091953David GarciaNo ratings yet
- Bchem 455 - Module 3Document42 pagesBchem 455 - Module 3WilliamNo ratings yet
- Discrete Wavelet TransformDocument10 pagesDiscrete Wavelet TransformVigneshInfotechNo ratings yet
- Tabla de Avances de AcesoriosDocument3 pagesTabla de Avances de AcesoriosPedro Diaz UzcateguiNo ratings yet
- Tokyo Guidelines 2018Document115 pagesTokyo Guidelines 2018Alik Razi100% (1)
- Automatic Train OperationDocument6 pagesAutomatic Train OperationAnupam KhandelwalNo ratings yet
- Harmonic Analysis of Separately Excited DC Motor Drives Fed by Single Phase Controlled Rectifier and PWM RectifierDocument112 pagesHarmonic Analysis of Separately Excited DC Motor Drives Fed by Single Phase Controlled Rectifier and PWM RectifierGautam Umapathy0% (1)
- EXAMPLE 8.6 Veneer Grades and RepairsDocument2 pagesEXAMPLE 8.6 Veneer Grades and RepairsnickNo ratings yet
- Dharmakirti39s Commentary On ChakrasamvaraDocument15 pagesDharmakirti39s Commentary On ChakrasamvaraThiago AlbuquerqueNo ratings yet
- The Spirit Controlled Life Ebook PDF 1Document184 pagesThe Spirit Controlled Life Ebook PDF 1Okesola AbayomiNo ratings yet
- FebvreDocument449 pagesFebvreIan Pereira AlvesNo ratings yet
- Types of Loads Considered For Design of BridgeDocument45 pagesTypes of Loads Considered For Design of BridgeAbhishek100% (1)
- Us Navy To Evaluate Anti Submarine Warfare Training SystemDocument2 pagesUs Navy To Evaluate Anti Submarine Warfare Training SystemVictor PileggiNo ratings yet
- 2017 Classification of Periodontal and Peri-Implant Diseases and Conditions. Decision Making Algorithms For Clinical PracticeDocument40 pages2017 Classification of Periodontal and Peri-Implant Diseases and Conditions. Decision Making Algorithms For Clinical PracticebbNo ratings yet
- BIF-V Medium With Preload: DN Value 130000Document2 pagesBIF-V Medium With Preload: DN Value 130000Robi FirdausNo ratings yet
- 3 Curvilinear MotionDocument50 pages3 Curvilinear Motiongarhgelh100% (1)
- Homeo Treatment of Eye Diseases and AllergiesDocument17 pagesHomeo Treatment of Eye Diseases and AllergiesZia AbbasiNo ratings yet
- BITS Pilani: Determination of Extreme Pressure, Wear Preventive Characteristics of Lubricants Using Four Ball TesterDocument10 pagesBITS Pilani: Determination of Extreme Pressure, Wear Preventive Characteristics of Lubricants Using Four Ball Testerakash chNo ratings yet
- Contoh CV / Daftar Riwayat HidupDocument2 pagesContoh CV / Daftar Riwayat HiduprusmansyahNo ratings yet
- Data SiEMEx School SafetyPreparedness 25 26 NOVDocument81 pagesData SiEMEx School SafetyPreparedness 25 26 NOVSuraj RajuNo ratings yet
- c270 KW NTA855G2 60 HZDocument31 pagesc270 KW NTA855G2 60 HZAhmad El KhatibNo ratings yet
- Phrasal Verbs Related To HealthDocument2 pagesPhrasal Verbs Related To HealthKnuckles El Naco Narco LechugueroNo ratings yet