You might also like
- Plan de Tesis - Plan Estrategico de Ventilacion Principal Angel EscobarDocument10 pagesPlan de Tesis - Plan Estrategico de Ventilacion Principal Angel Escobarangel gabriel escobar alaniaNo ratings yet
- 1 PerforadorasDocument26 pages1 PerforadorasJeyson JuniorNo ratings yet
- Mallas-de-Perforacion-Mineria-Subterranea PDFDocument13 pagesMallas-de-Perforacion-Mineria-Subterranea PDFroman0% (1)
- Proceso Contable 2 PDFDocument148 pagesProceso Contable 2 PDFLuis F. Lopez Nevarez67% (3)
- Gen Qua Gym 02 213 - 01Document25 pagesGen Qua Gym 02 213 - 01juanceNo ratings yet
- La Economía en La Vida Cotidiana: Arquidiócesis de CaliDocument165 pagesLa Economía en La Vida Cotidiana: Arquidiócesis de CaliJose Carlos García Martínez100% (1)
- Ayudantia OptimizacionDocument2 pagesAyudantia OptimizacionNico RodriguezNo ratings yet
- Planeamiento operacional de la mina Cerro Rico de Potosí, Bolivia con menos de paraDocument39 pagesPlaneamiento operacional de la mina Cerro Rico de Potosí, Bolivia con menos de paraA WI MamaniNo ratings yet
- Planificación Corto Plazo - SubterráneaDocument132 pagesPlanificación Corto Plazo - SubterráneaHernanNo ratings yet
- Tesis Diego Acarreo y Carguío10Document61 pagesTesis Diego Acarreo y Carguío10Pompeyo Daniel Aliaga SaltachinNo ratings yet
- Minado de Vetas AuriferasDocument30 pagesMinado de Vetas AuriferasErik Michael Laura FloresNo ratings yet
- Equipo de Carguio y AcarreoDocument20 pagesEquipo de Carguio y AcarreoMaykol AlbercaNo ratings yet
- Estimación de Costes en Minería - UPTC 2017Document141 pagesEstimación de Costes en Minería - UPTC 2017Johana Alba RubioNo ratings yet
- PA-1 - TALLER II - Capitulo - IDocument5 pagesPA-1 - TALLER II - Capitulo - Icristian salvatierraNo ratings yet
- MinaDocument128 pagesMinafredyNo ratings yet
- Análisis de Costo en Mina y Planta en Vetas AngostasDocument84 pagesAnálisis de Costo en Mina y Planta en Vetas Angostasthecaptainamerica100% (1)
- Universidad Nacional Del Centro Del Perú: Facultad de Ingeniería de MinasDocument77 pagesUniversidad Nacional Del Centro Del Perú: Facultad de Ingeniería de MinasPATOLUCASNo ratings yet
- Calculo Reservas MineralesDocument8 pagesCalculo Reservas MineralesHector PinoNo ratings yet
- Implementación de un Sistema de Gestión en Seguridad y Salud Ocupacional bajo ISO 45001Document212 pagesImplementación de un Sistema de Gestión en Seguridad y Salud Ocupacional bajo ISO 45001Fernanda ToledoNo ratings yet
- Explotacion PDFDocument127 pagesExplotacion PDFjoseNo ratings yet
- Minado Selectivo para Explotar Vetas AngostasDocument82 pagesMinado Selectivo para Explotar Vetas AngostasRicardo ContrerasNo ratings yet
- Voladura - Cia San ValentinDocument154 pagesVoladura - Cia San ValentinmanuelNo ratings yet
- Optimizacion Operaciones Mineras - U1Document43 pagesOptimizacion Operaciones Mineras - U1andgundNo ratings yet
- Reducir El de Dilucion Mediante El Empleo de Tecnicas de Control en MINA PODEROSADocument38 pagesReducir El de Dilucion Mediante El Empleo de Tecnicas de Control en MINA PODEROSAguidoNo ratings yet
- Planeamiento 05Document21 pagesPlaneamiento 05Gianmarco Barturen OrtegaNo ratings yet
- Universidad Nacional de Trujillo: Facultad de Ingeniería Escuela Académico Profesional de Ingeniería de MinasDocument118 pagesUniversidad Nacional de Trujillo: Facultad de Ingeniería Escuela Académico Profesional de Ingeniería de MinasLeonidas Monzón palominoNo ratings yet
- Estrategias de To de Minado y Evaluacion Economica para Maximizar El Valor de Un Proyecto MineroDocument13 pagesEstrategias de To de Minado y Evaluacion Economica para Maximizar El Valor de Un Proyecto MineroLatasha Flores100% (1)
- Fundamentos de minería a cielo abierto: Planificación mineraDocument36 pagesFundamentos de minería a cielo abierto: Planificación mineraMarcko JVNo ratings yet
- Ley de corte minería abiertaDocument104 pagesLey de corte minería abiertaOliver Ventocilla PadillaNo ratings yet
- Planeamiento Superficial.Document22 pagesPlaneamiento Superficial.gersonNo ratings yet
- Traduccion de Ingles 6Document12 pagesTraduccion de Ingles 6A Crispin AnibalNo ratings yet
- Silabo e Control de Operaciones MinerasDocument4 pagesSilabo e Control de Operaciones MinerasAndres Gomez NoblegaNo ratings yet
- S 1 Diseño de Mina SubterraneaDocument15 pagesS 1 Diseño de Mina SubterraneapedroNo ratings yet
- Laboreo IV - Evalucion y Planificacion MineraDocument269 pagesLaboreo IV - Evalucion y Planificacion MineraErgan LabrañaNo ratings yet
- GeometalurgiaDocument19 pagesGeometalurgiaManuel Guerreros MezaNo ratings yet
- PlanificacionmineradesuperficieysubterraneaDocument491 pagesPlanificacionmineradesuperficieysubterraneaLitozchNo ratings yet
- Control de Actividades Mineras-Ut2Document86 pagesControl de Actividades Mineras-Ut2Ameli Barrenechea VargasNo ratings yet
- Iglesia de Dios La Profecía Universal Barrio La BolsaDocument3 pagesIglesia de Dios La Profecía Universal Barrio La BolsaYesmin GomezNo ratings yet
- 1ERA Prueba Covid - Planeamiento de Minado - ESCOBAR VALVERDEDocument6 pages1ERA Prueba Covid - Planeamiento de Minado - ESCOBAR VALVERDEANDRE GONZALO ESCOBAR VALVERDENo ratings yet
- Seleccion de Metodos de Explotacion para Vetas AngostasDocument127 pagesSeleccion de Metodos de Explotacion para Vetas AngostasjuanNo ratings yet
- Manual Basico Whittle Mine4All PDFDocument115 pagesManual Basico Whittle Mine4All PDFCarlos Joaquin BarreraNo ratings yet
- IP PODEROSA - Mineros Artesanales RGPM 16Document90 pagesIP PODEROSA - Mineros Artesanales RGPM 16Mayde Aguilar JorgeNo ratings yet
- Control de Operaciones Mineras 1Document457 pagesControl de Operaciones Mineras 1Francois Yabar De La CruzNo ratings yet
- Metodo Corte y Relleno en Vetas AngostoasDocument20 pagesMetodo Corte y Relleno en Vetas AngostoasFLORENCIO ISAIAS NEYRA RAMOSNo ratings yet
- Temario - Web-Evaluacion de Yacimientos MineralesDocument8 pagesTemario - Web-Evaluacion de Yacimientos MineralesEber GamboaNo ratings yet
- Expo Final Equipo de Transporte o AcarreoDocument41 pagesExpo Final Equipo de Transporte o AcarreoIsela Vicente CanalesNo ratings yet
- Clase - Gestion en Operaciones Unitarias - 2019Document53 pagesClase - Gestion en Operaciones Unitarias - 2019eduardo bonillaNo ratings yet
- Iscaycruz GhercyDocument10 pagesIscaycruz GhercyJorge OrtegaNo ratings yet
- Milpo 1645-Victor-Gobitz PDFDocument26 pagesMilpo 1645-Victor-Gobitz PDFAnonymous Iqstl3SYmNo ratings yet
- Mapeo de Procesos Mina 2019Document5 pagesMapeo de Procesos Mina 2019MiguelNo ratings yet
- (S.9) Inversión en Una Planta MineralesDocument18 pages(S.9) Inversión en Una Planta MineralesWILLIAM FRANCILES GARCIA ALANIANo ratings yet
- Criterios y factores para estimar recursos mineralesDocument7 pagesCriterios y factores para estimar recursos mineralesVictor Carranza ToroNo ratings yet
- Método ShrinkageStoping minería subterráneaDocument26 pagesMétodo ShrinkageStoping minería subterráneaElvisArticaNo ratings yet
- CircaDocument35 pagesCircaJhonatan Marlon Ramon ArzapaloNo ratings yet
- Labor Horizontal Viii Power-1Document23 pagesLabor Horizontal Viii Power-1shileno malditoNo ratings yet
- PROBLEMAS Xa El ExamenDocument9 pagesPROBLEMAS Xa El ExamenDiego VidaurreNo ratings yet
- 5 Capitulo - V - Diseño de Labores MinerasDocument42 pages5 Capitulo - V - Diseño de Labores MinerasJose Carlos Juro ZavalaNo ratings yet
- Diseño Skip Tipo KimberlyDocument16 pagesDiseño Skip Tipo KimberlyDaniel Flores100% (1)
- Sistema de Izaje de Las Minas Subterráneas de PeruDocument14 pagesSistema de Izaje de Las Minas Subterráneas de Perufelicitas herrera caceresNo ratings yet
- Maquinaria minera: cálculos de tiempo de perforación y transporteDocument34 pagesMaquinaria minera: cálculos de tiempo de perforación y transporteJac AraujoNo ratings yet
- Ejercicios Resueltos CR.Document11 pagesEjercicios Resueltos CR.Jose Antonio C0% (3)
- Procedimiento Unitarios en La Mina Cerro LindoDocument27 pagesProcedimiento Unitarios en La Mina Cerro LindoAnonymous UCfei8No ratings yet
- Manual de Estandares y Pets Del Metodo de MinadoDocument69 pagesManual de Estandares y Pets Del Metodo de Minadodmamani31No ratings yet
- Eficiencia y Capacidad de Equipos de ChancadoDocument8 pagesEficiencia y Capacidad de Equipos de ChancadoRomero MarsNo ratings yet
- G250 - Cálculo de factores de perforación para sección de roca intermedia de 2.1m x 2.1m y 100m de profundidadDocument34 pagesG250 - Cálculo de factores de perforación para sección de roca intermedia de 2.1m x 2.1m y 100m de profundidadnelvinNo ratings yet
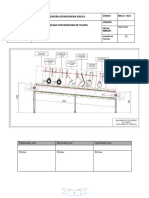
- Memoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Document12 pagesMemoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Luis ANo ratings yet
- EstadisticaDocument11 pagesEstadisticaronaldNo ratings yet
- Catalogo Productos Deltron Abril 2020Document36 pagesCatalogo Productos Deltron Abril 2020Smartech TrujilloNo ratings yet
- Perforación y VoladuraDocument19 pagesPerforación y VoladuraCarlos Muñoz EyquemNo ratings yet
- Optimización de Diseño de Perforación y Voladura - SubterráneaDocument66 pagesOptimización de Diseño de Perforación y Voladura - SubterráneaNando Gòmez100% (2)
- Clase 3 Responsabilidad Social Enfoque Persona 2019Document8 pagesClase 3 Responsabilidad Social Enfoque Persona 2019Jeyson JuniorNo ratings yet
- Problemas de Perforación y Voladura de RocasDocument7 pagesProblemas de Perforación y Voladura de RocasEder Flores VelasquezNo ratings yet
- t1 MineralogiaDocument9 pagest1 MineralogiaJeyson JuniorNo ratings yet
- 2 T2. DiagnósticoDocument3 pages2 T2. DiagnósticoJeyson JuniorNo ratings yet
- Minera Coimolache - Proyecto Tantahuatay - Resumen Ejecutivo (Español)Document142 pagesMinera Coimolache - Proyecto Tantahuatay - Resumen Ejecutivo (Español)Mi Mina Corrupta100% (7)
- Servicios Shotcrete Gestion y M. EqDocument73 pagesServicios Shotcrete Gestion y M. EqArturo Andrade ArceNo ratings yet
- 2 Aceros de PerforacionDocument20 pages2 Aceros de PerforacionJeyson JuniorNo ratings yet
- Material de Estudio - TallerDocument21 pagesMaterial de Estudio - Taller111sinpar1110% (1)
- Diseño de Una Malla de Perforación en Minería SubterraneaDocument26 pagesDiseño de Una Malla de Perforación en Minería SubterraneaCedrick Reyes85% (13)
- Voladura ..Document34 pagesVoladura ..Jhon LeninNo ratings yet
- Libro Perforacion y VoladuraDocument46 pagesLibro Perforacion y VoladuraSebastian Ignacio ZumaranNo ratings yet
- Mallas en Mineria Superficial y SubterraneaDocument23 pagesMallas en Mineria Superficial y SubterraneaJeyson JuniorNo ratings yet
- Guia Del ExplosivistaDocument15 pagesGuia Del ExplosivistaEder Flores VelasquezNo ratings yet
- MANUAL ColumnDesignDocument8 pagesMANUAL ColumnDesignCarlos ColquiNo ratings yet
- Libros MineriaDocument13 pagesLibros Mineriaalonso_ws100% (3)
- DISEGURURIDAD1°Document35 pagesDISEGURURIDAD1°Jeyson JuniorNo ratings yet
- Competitividad Del Sector MineroDocument41 pagesCompetitividad Del Sector MineroJeyson JuniorNo ratings yet
- Competitividad Del Sector MineroDocument32 pagesCompetitividad Del Sector MineroJosé Limonchi BrunoNo ratings yet
- Desarrollo Preparacion PDFDocument39 pagesDesarrollo Preparacion PDFosvaldohumberto1974No ratings yet
- Clasificacion de Las RocasDocument8 pagesClasificacion de Las RocasJeyson JuniorNo ratings yet
- Administracion de Equipo Minero Tecnico PDFDocument41 pagesAdministracion de Equipo Minero Tecnico PDFJose Jaime Romo De Las SalasNo ratings yet
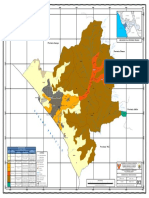
- Edz Trujillo E. Mapa 02 - Geomorfologia y Riesgos Naturales PDFDocument1 pageEdz Trujillo E. Mapa 02 - Geomorfologia y Riesgos Naturales PDFLeonardo Luis Gomez Quipuzcoa100% (1)
- Modelo de Diagnostico OrganizacionalDocument45 pagesModelo de Diagnostico OrganizacionalMerianne NoriegaNo ratings yet
- Los Tipos de EstrategiaDocument9 pagesLos Tipos de EstrategiaEli RodriguezNo ratings yet
- Borrador Cuestionario 2023Document2 pagesBorrador Cuestionario 2023Lizbeth NavaNo ratings yet
- DIRECTRICES DE EXAMEN Y PROCEDIMIENTOS OBTENCION PATENTES - Chile-INAPI PDFDocument224 pagesDIRECTRICES DE EXAMEN Y PROCEDIMIENTOS OBTENCION PATENTES - Chile-INAPI PDFPayasoTecnoNo ratings yet
- Taller 1 Aministración de ProyectosDocument5 pagesTaller 1 Aministración de ProyectosMaria Eugenia Aragon Montero100% (1)
- Instructivo 021Document6 pagesInstructivo 021Miguelito Para TodosNo ratings yet
- Evaluacion de La Cadena de SuministrosDocument12 pagesEvaluacion de La Cadena de SuministrosIvonne BxNo ratings yet
- Ficha de Lectura Psicología OrganizacionalDocument3 pagesFicha de Lectura Psicología OrganizacionalkarenNo ratings yet
- Economia Segunda EntregaDocument5 pagesEconomia Segunda EntregaSandra Liliana LozanoNo ratings yet
- Gestión de recursos humanos: Identificación de competencias claveDocument48 pagesGestión de recursos humanos: Identificación de competencias claveabringasNo ratings yet
- M4 - Sistema Contable Financiero IIIDocument27 pagesM4 - Sistema Contable Financiero IIICarmen pino100% (1)
- Organigrama Oficial 2008Document1 pageOrganigrama Oficial 2008Alfonso Tapia Marquez100% (1)
- Handbook NFPA 101 - Ed 2009 (Español)Document6 pagesHandbook NFPA 101 - Ed 2009 (Español)Alejandro Chumpitaz MarchanNo ratings yet
- Tipos de MarcasDocument12 pagesTipos de MarcasDaphne Lar VillabravoNo ratings yet
- Practica Notas EjemploDocument5 pagesPractica Notas EjemploMartinezTorresBennyRafaelNo ratings yet
- La Planificacion Del TransporteDocument5 pagesLa Planificacion Del TransportemariaNo ratings yet
- Demanda laboral por despido injustificadoDocument4 pagesDemanda laboral por despido injustificadoGerman RuizNo ratings yet
- Tarea3 Relaciones InterpersonalesDocument2 pagesTarea3 Relaciones InterpersonalesGraciela pobleteNo ratings yet
- Marco TeoricoDocument10 pagesMarco TeoricoMartha AzenethNo ratings yet
- Codigo CivilDocument6 pagesCodigo CivilGladys CastellanosNo ratings yet
- RD 01-012-19 Procedimiento para La Determinación Del Valor en Aduana PDFDocument84 pagesRD 01-012-19 Procedimiento para La Determinación Del Valor en Aduana PDFJose Luis OzunaNo ratings yet
- Acuerdo No. 00096-A-2016 Seguridad EscolarDocument3 pagesAcuerdo No. 00096-A-2016 Seguridad EscolarVictor EfrainNo ratings yet
- Resumen NIC I en PadletDocument4 pagesResumen NIC I en PadletLeonardo FuentesNo ratings yet
- DafoDocument2 pagesDafoMariana NazralaNo ratings yet
- Starbucks y Conservation InternationalDocument29 pagesStarbucks y Conservation InternationalElvis Velarde0% (1)
- Qué Es Un Proyecto de Inversión PúblicaDocument29 pagesQué Es Un Proyecto de Inversión PúblicaKarine Vera MarínNo ratings yet