You might also like
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosFrom EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNo ratings yet
- Sider Clases 1 - 2017 - 2 IntroduccionDocument91 pagesSider Clases 1 - 2017 - 2 IntroduccionWILMER QUISPE TINCONo ratings yet
- Unidad IV - AFe - TTermicosDocument101 pagesUnidad IV - AFe - TTermicoskamilavergara2014No ratings yet
- I. Producción de Metales Ferrosos y No FerrososDocument89 pagesI. Producción de Metales Ferrosos y No FerrososHember Monroy BermudezNo ratings yet
- Escuela Profesional de Ingenieria MetalurgicaDocument24 pagesEscuela Profesional de Ingenieria MetalurgicaYQ JesusNo ratings yet
- Metales Ferrosos y No FerrososDocument12 pagesMetales Ferrosos y No FerrososahsimNo ratings yet
- Minerales de Hierro y Minas de HierroDocument15 pagesMinerales de Hierro y Minas de HierroJaron MarquezNo ratings yet
- Escuela Profesional de Ingenieria MetalurgicaDocument24 pagesEscuela Profesional de Ingenieria MetalurgicaGerson Cahuana SullcaNo ratings yet
- Obtencion de MetalesDocument15 pagesObtencion de MetalesAlex DavilaNo ratings yet
- C - F - T Simon Bolibar Codigo:8131 Indice PágDocument6 pagesC - F - T Simon Bolibar Codigo:8131 Indice PágPedro Martín Fuentes MangoNo ratings yet
- Metalurgia Del ACERO para CertamenDocument36 pagesMetalurgia Del ACERO para CertamenRigobertoMedinaNo ratings yet
- El Hierro y Sus Aleaciones 1Document30 pagesEl Hierro y Sus Aleaciones 1JuanManuelChoqueGarciaNo ratings yet
- Introducción Del CobreDocument6 pagesIntroducción Del Cobreelvis2552No ratings yet
- Cobre, Latón y BronceDocument54 pagesCobre, Latón y BronceJesús Sánchez Condado100% (2)
- Informe Final Los MetalesDocument18 pagesInforme Final Los MetalesMichel Ortiz GamboaNo ratings yet
- HierroDocument79 pagesHierroAlex Ramos LabánNo ratings yet
- Producción de FierroDocument5 pagesProducción de FierroAlfredo Soriano CabreraNo ratings yet
- Expo Procesosde FabricacionDocument22 pagesExpo Procesosde Fabricacionpaola123456canoNo ratings yet
- ACERODocument25 pagesACEROEdwin PtNo ratings yet
- 1obtencion de Metales Apartir de OxidosDocument7 pages1obtencion de Metales Apartir de OxidosMiguel PinedoNo ratings yet
- Investigacion Unidad 1Document19 pagesInvestigacion Unidad 1Johan ReyesNo ratings yet
- Desarrollo AceroDocument12 pagesDesarrollo AceroDyane VelazquezNo ratings yet
- Cap 6Document22 pagesCap 6Melisa RomanNo ratings yet
- Unidadi-Siderurgia, AspectoshistóricosDocument10 pagesUnidadi-Siderurgia, AspectoshistóricosLigia GabyNo ratings yet
- Articulo Procesos IDocument8 pagesArticulo Procesos IAndres MolinaNo ratings yet
- Clase 01 Siderurgia I Semana 1Document31 pagesClase 01 Siderurgia I Semana 1Luis Joel Mejia HerreraNo ratings yet
- Produccion de Hierro y AceroDocument29 pagesProduccion de Hierro y AceroALBERTONo ratings yet
- Guia N°1 Materiales y EnsayoDocument4 pagesGuia N°1 Materiales y Ensayopelusssa2023No ratings yet
- Materiales FerrososDocument8 pagesMateriales FerrososXxGioMaRxX67% (3)
- Taller de Sider PeruDocument5 pagesTaller de Sider Peruandy salcedoNo ratings yet
- Metalurgia Del AceroDocument19 pagesMetalurgia Del AceroNorland Felipe MamaniNo ratings yet
- Produccion de AceroDocument36 pagesProduccion de Acerowalter paoloNo ratings yet
- Presentacion CobreDocument12 pagesPresentacion CobreEdwyn MrtinzNo ratings yet
- Clase 02 Siderurgia IDocument25 pagesClase 02 Siderurgia IGilmer Rojas ChahuaNo ratings yet
- Materiales FerrososDocument30 pagesMateriales FerrososRaul OsorioNo ratings yet
- MONOGRAFIA de HierroDocument16 pagesMONOGRAFIA de HierroMaryLuzLimaFloresNo ratings yet
- ACERODocument83 pagesACEROMatias CarceyNo ratings yet
- Proceso de Producción de AceroDocument76 pagesProceso de Producción de AceroFeliciano BernuiNo ratings yet
- SIDERURGIADocument22 pagesSIDERURGIAleidy hernandezNo ratings yet
- Resistencia Quimica y Mecanica de Los MaterialesDocument278 pagesResistencia Quimica y Mecanica de Los MaterialesJosè A. JimènezNo ratings yet
- Estudio de Las Propiedades Termodinamicas Del Proceso de Recuperación de CobreDocument32 pagesEstudio de Las Propiedades Termodinamicas Del Proceso de Recuperación de CobreJorge Leonardo Martinez PumarejoNo ratings yet
- Diapositivas de La Memoria DescriptivaDocument58 pagesDiapositivas de La Memoria DescriptivaHassanCahuanaCoaquiraNo ratings yet
- Historia Del Hierro y El AceroDocument30 pagesHistoria Del Hierro y El AceroErika EspejoNo ratings yet
- Zinc ExposicionDocument19 pagesZinc ExposicionCARLOS DANIEL SOLLER DE LA CRUZNo ratings yet
- Clasificacion Del HierroDocument6 pagesClasificacion Del Hierrowashington100% (1)
- Metales FérricosDocument22 pagesMetales FérricosAbdallahNo ratings yet
- Informe Final - HierroDocument64 pagesInforme Final - HierroYanella Smith Arevalo GonzalesNo ratings yet
- t09 Aplicacionesinternet I Rupay Ventocilla MiguelDocument17 pagest09 Aplicacionesinternet I Rupay Ventocilla MiguelMiguel AngelNo ratings yet
- El AceroDocument31 pagesEl AceroJavier CruzNo ratings yet
- Consulta CobreDocument6 pagesConsulta CobreSteven Navas TafurNo ratings yet
- Cromado Electrlolitico de PiezasDocument40 pagesCromado Electrlolitico de PiezasClari TaNo ratings yet
- Obtencion Del Hierro y El Acero PDFDocument15 pagesObtencion Del Hierro y El Acero PDFWilhelm RojasNo ratings yet
- Investigación CobreDocument14 pagesInvestigación CobreAGUSTINA OLIVARES MAYORGANo ratings yet
- PRODUCCION DE HierroDocument30 pagesPRODUCCION DE HierroCristian R. Medrano ArancibiaNo ratings yet
- Sid - Conceptos FundamentalesDocument14 pagesSid - Conceptos FundamentalesbetsibelNo ratings yet
- Extracción Del Mineral de HierroDocument10 pagesExtracción Del Mineral de Hierrosoul uzumakiNo ratings yet
- Clase #01 Materiales - FerrososDocument38 pagesClase #01 Materiales - FerrososMishell Huaman MendozaNo ratings yet
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Dinamicas de Seguridad 2Document6 pagesDinamicas de Seguridad 2Oswaldo RodriguezNo ratings yet
- Manual Del Cloro (LIT)Document25 pagesManual Del Cloro (LIT)Jorge H. GuerreroNo ratings yet
- Procesos de DisoluciónDocument8 pagesProcesos de DisoluciónAnthony RamosNo ratings yet
- Qui MicaDocument3 pagesQui MicaAnthony RamosNo ratings yet
- Introduccion PredimensionamientoDocument5 pagesIntroduccion PredimensionamientoElam Soto Velgara0% (1)
- Unidades de Medida PDFDocument13 pagesUnidades de Medida PDFUbeimar Navarro HerreraNo ratings yet
- 35381Document3 pages35381Roxana Copa VasquezNo ratings yet
- Cynthia Vanessa Ayala GuerraDocument3 pagesCynthia Vanessa Ayala Guerravanayala17No ratings yet
- Propiedades Curativas de La Uña de GatoDocument6 pagesPropiedades Curativas de La Uña de GatoLuth Manolo Díaz Tuesta67% (3)
- Informe Borrador Mina Marta (4 de 12)Document39 pagesInforme Borrador Mina Marta (4 de 12)marco noaNo ratings yet
- Armatte (2006) La Noción de Modelo en Las Ciencias SocialesDocument38 pagesArmatte (2006) La Noción de Modelo en Las Ciencias SocialesGundisalvusGoa100% (1)
- Voladura de PrecorteDocument47 pagesVoladura de PrecorteOmar Fields100% (1)
- Presion Parcial de Los Gases A Nivel de PunoDocument2 pagesPresion Parcial de Los Gases A Nivel de PunoShessly GMNo ratings yet
- Guia Labo Utec 1Document4 pagesGuia Labo Utec 1Nestor Daniel Gonzales ArévaloNo ratings yet
- Birdwatching PunoDocument80 pagesBirdwatching PunopavelbtNo ratings yet
- Salud y Diversidad en La Chacra AndinaDocument242 pagesSalud y Diversidad en La Chacra AndinaPercy Cordova100% (1)
- Leyes NewtonDocument8 pagesLeyes NewtonRobertoMartínezTorre0% (1)
- LABORATORIO DE FISICA 5 Caida LibreDocument13 pagesLABORATORIO DE FISICA 5 Caida LibreDaniel JuradoNo ratings yet
- Los Tres PilaresDocument4 pagesLos Tres PilaresrochabusNo ratings yet
- Cuenca Media y Baja Del Rio BogotáDocument9 pagesCuenca Media y Baja Del Rio BogotáAndres CastilloNo ratings yet
- U3b MicroorganismosQuimiolitotrofos 20149 PDFDocument26 pagesU3b MicroorganismosQuimiolitotrofos 20149 PDFIngJesusGutierrezZenilNo ratings yet
- Clasificación Climática de KöppenDocument16 pagesClasificación Climática de Köppenpercy palma100% (1)
- Normativa Del Uso Del Suelo UrbanoDocument46 pagesNormativa Del Uso Del Suelo UrbanoCarlos Calvimontes R.87% (15)
- PT 1 y PT 2Document20 pagesPT 1 y PT 2Luis Félix Vásquez ParedesNo ratings yet
- Las Ecuaciones de Maxwell Bajo Transformaciones Galileanas.: UNAM, Facultad de Ciencias Materia: Relatividad Grupo: 8131Document6 pagesLas Ecuaciones de Maxwell Bajo Transformaciones Galileanas.: UNAM, Facultad de Ciencias Materia: Relatividad Grupo: 8131Valladares MJNo ratings yet
- El Segundo Viaje de Cristóbal ColónDocument5 pagesEl Segundo Viaje de Cristóbal ColónzigenbeinguadalupeNo ratings yet
- Linea de TiempoDocument2 pagesLinea de TiempoRous MeridaNo ratings yet
- Ficha CirculatorioDocument2 pagesFicha CirculatorioJose Luis Medina LlicanNo ratings yet
- Met Temario Indice Bilogia para Todos PDFDocument2 pagesMet Temario Indice Bilogia para Todos PDFluciana0% (1)
- Genoma HumanoDocument15 pagesGenoma HumanoOswaldo Sárate100% (1)
- Breve Historia de La Genética ForenseDocument7 pagesBreve Historia de La Genética ForenseAna MercedesNo ratings yet
- Factor de Acoplamiento de Una Flota de Carga y Transporte en Pequeña MineriaDocument13 pagesFactor de Acoplamiento de Una Flota de Carga y Transporte en Pequeña MineriaJose Jara AlekejosNo ratings yet
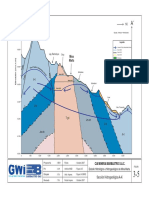
- Geotextil y HidrologiaDocument9 pagesGeotextil y HidrologiaAntonio Apaza HuamanNo ratings yet
- Yo Soy Masacre - Dan Abnett - Cap 19Document3 pagesYo Soy Masacre - Dan Abnett - Cap 19Alexis Farrachol GuevaraNo ratings yet