You might also like
- Tema 02 Propiedades de Los Aceites HidráulicosDocument38 pagesTema 02 Propiedades de Los Aceites HidráulicosArth SantNo ratings yet
- Santisteban 3Document4 pagesSantisteban 3Arth Sant100% (1)
- Tema 01 Introduccion A La Oleohidráulica y NeumáticaDocument20 pagesTema 01 Introduccion A La Oleohidráulica y NeumáticaArth SantNo ratings yet
- Actividad 01 - Foro - OLEOHIDRAULICA Y NEUMÁTICADocument2 pagesActividad 01 - Foro - OLEOHIDRAULICA Y NEUMÁTICAArth SantNo ratings yet
- Actividad 02 - Foro - OLEOHIDRAULICA Y NEUMÁTICADocument2 pagesActividad 02 - Foro - OLEOHIDRAULICA Y NEUMÁTICAArth SantNo ratings yet
- Unidad I - S03Document36 pagesUnidad I - S03Arth SantNo ratings yet
- Analisis de Aceite y Fallas de Motores-Arturo SantistebanDocument12 pagesAnalisis de Aceite y Fallas de Motores-Arturo SantistebanArth Sant100% (1)
- Unidad I - S01Document22 pagesUnidad I - S01York Nuñez100% (1)
- Do Fin Ee Si Asuc00467 2018 PDFDocument6 pagesDo Fin Ee Si Asuc00467 2018 PDFArth SantNo ratings yet
- Manual Control Electronico Motor Diesel Sensores Funciones Controladas EcuDocument66 pagesManual Control Electronico Motor Diesel Sensores Funciones Controladas EcuAle FierroNo ratings yet
- Producto Académico N°1Document20 pagesProducto Académico N°1Arth SantNo ratings yet
- Transformada de LaplaceDocument18 pagesTransformada de LaplaceArth Sant100% (1)
- Presentación Nucala (Oct 2020)Document52 pagesPresentación Nucala (Oct 2020)Ricardo MorenoNo ratings yet
- Brazo RoboticoDocument75 pagesBrazo RoboticoRogerLujerioAguilarNo ratings yet
- EspirometriaDocument56 pagesEspirometrianaypakelNo ratings yet
- Control S7 Gestión Logistica GCDocument3 pagesControl S7 Gestión Logistica GCChris Bravo HuertaNo ratings yet
- Sucesiones Numéricas Con MultiplicaciónDocument6 pagesSucesiones Numéricas Con MultiplicaciónSusan Gastelú100% (1)
- La Creacios Del Check List Es Una Guia de Mejora ContinuaDocument2 pagesLa Creacios Del Check List Es Una Guia de Mejora ContinuaDavicho Perez CruzNo ratings yet
- Prope 4.6.en - EsDocument6 pagesPrope 4.6.en - EsIngrydCamposNo ratings yet
- Materia SecaDocument12 pagesMateria SecaIsmael Alessandro Peña CoronadoNo ratings yet
- Psicologia Educativa Tarea 5Document13 pagesPsicologia Educativa Tarea 5yluminada calcaño calcañoNo ratings yet
- CARTA y Certificacion ComunalDocument6 pagesCARTA y Certificacion ComunalRonald CorderoNo ratings yet
- Psicopatía InfantilDocument8 pagesPsicopatía InfantilWendy JazmínNo ratings yet
- Manual de Inseminación Artificial 2Document27 pagesManual de Inseminación Artificial 2Diego Fernando Vega ChimarroNo ratings yet
- Cuadro Comparativo Redes de TransporteDocument11 pagesCuadro Comparativo Redes de Transportecesar augusto muñoz ortizNo ratings yet
- Raz para AnimDocument25 pagesRaz para AnimMikelBernasconiNo ratings yet
- Etica HoméricaDocument14 pagesEtica Homéricajpcamacho123456No ratings yet
- NanonutricionDocument1 pageNanonutriciongingerNo ratings yet
- 20 BombacaceaeDocument8 pages20 BombacaceaeRocío López0% (1)
- Tema 18 Cirugía PreprotésicaDocument31 pagesTema 18 Cirugía PreprotésicaJ. Antonio Mestas R.100% (1)
- Unidad 2Document43 pagesUnidad 2Luz Yency Rentería MoyaNo ratings yet
- 23 - TP N°1 - Barroco-Guía GeneralDocument2 pages23 - TP N°1 - Barroco-Guía GeneralMaría Giuliana SignorelliNo ratings yet
- Farmacología de Las Hormonas Tiroideas CuadrosDocument10 pagesFarmacología de Las Hormonas Tiroideas CuadrosKevin Quispe OchoaNo ratings yet
- Fragmentos de Memorias Los Artistas Latinoamericanos Piensan El Pasado Ivonne PiniDocument181 pagesFragmentos de Memorias Los Artistas Latinoamericanos Piensan El Pasado Ivonne PiniVideosfera Boreal100% (2)
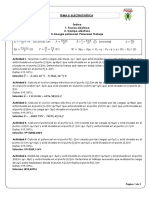
- Tema 5: Electrostática Índice 1. Fuerza Eléctrica 2. Campo Eléctrico 3. Energía Potencial. Potencial. TrabajoDocument3 pagesTema 5: Electrostática Índice 1. Fuerza Eléctrica 2. Campo Eléctrico 3. Energía Potencial. Potencial. TrabajoAlma MarcelaNo ratings yet
- Por Qué Es Importante El Crédito para La ProductividadDocument5 pagesPor Qué Es Importante El Crédito para La ProductividadRoberto Luis Hernandez BuelvasNo ratings yet
- Exportación Queso CuajadaDocument12 pagesExportación Queso CuajadaJUAN SEBASTIAN ORTIZ ALDANANo ratings yet
- Beatríz Galán González. Conservación y Restauración de La Talla de San RoqueDocument3 pagesBeatríz Galán González. Conservación y Restauración de La Talla de San RoquePedro JiménezNo ratings yet
- Abraham Leonardo Juárez Moreno Miércoles ComentariosDocument4 pagesAbraham Leonardo Juárez Moreno Miércoles ComentariosAndres SanchezNo ratings yet
- Manifiesto BauhausDocument2 pagesManifiesto BauhausAlexis Marambio BrunaNo ratings yet
- Preinforme Destilacion ContinuaDocument18 pagesPreinforme Destilacion Continuafaser04No ratings yet
- Monografía HUANCAYODocument105 pagesMonografía HUANCAYOTrabajos Calle 3100% (1)