You might also like
- Heat Exchanger Effectiveness AnalysisDocument39 pagesHeat Exchanger Effectiveness Analysisingegnere12340% (1)
- Lab 3 - Heat ExchangerDocument8 pagesLab 3 - Heat ExchangerNeel NadparaNo ratings yet
- Heat Exchanger Analysis - NTU 3.624, ε 0.9647Document31 pagesHeat Exchanger Analysis - NTU 3.624, ε 0.9647Loken Rizal0% (1)
- Heat Exchanger AnalysisDocument12 pagesHeat Exchanger AnalysisPatil Hemant100% (1)
- Laboratory B: Three-Dimensional Forced Convection Heat LossDocument13 pagesLaboratory B: Three-Dimensional Forced Convection Heat LosscfellowNo ratings yet
- Elective - III: Chemical Process Synthesis and Design: B.Tech. (Chemical Engineering) Eighth Semester (C.B.S.)Document2 pagesElective - III: Chemical Process Synthesis and Design: B.Tech. (Chemical Engineering) Eighth Semester (C.B.S.)Shardul KaleNo ratings yet
- EXP 4 Muhammad TayyabDocument8 pagesEXP 4 Muhammad TayyabMuhammad TayyabNo ratings yet
- Fundamental Calculation Heat TransferDocument7 pagesFundamental Calculation Heat TransferShieeplNo ratings yet
- 4555 70 03 Ec2125 1111Document4 pages4555 70 03 Ec2125 1111Deepak HoleNo ratings yet
- Data Sheet Indirect Fired Heater NapkjsDocument12 pagesData Sheet Indirect Fired Heater Napkjsahmad santosoNo ratings yet
- F.E.A. Result and PRCI Hot Tap Analysis Input ReportDocument3 pagesF.E.A. Result and PRCI Hot Tap Analysis Input ReportAm ENo ratings yet
- Certif Tu InDocument18 pagesCertif Tu InSri GangaNo ratings yet
- Electrical and Thermal Performance: Ceramic Plate Series Thermoelectric Cooler Features ApplicationsDocument4 pagesElectrical and Thermal Performance: Ceramic Plate Series Thermoelectric Cooler Features Applicationsابكر ابو ميلادNo ratings yet
- Xu 2017Document21 pagesXu 2017EslamMersalNo ratings yet
- Application:: Product Name: Inrush Current Limiter Ordering Code:B57234S0Xxxm000Document19 pagesApplication:: Product Name: Inrush Current Limiter Ordering Code:B57234S0Xxxm000juanNo ratings yet
- Relationship Between Length, Resistance & AirflowDocument57 pagesRelationship Between Length, Resistance & AirflowTabish MalikNo ratings yet
- On-Stream Inspection For High Temperature Hydrogen Attack: ECNDT 2006 - Tu.3.8.4Document10 pagesOn-Stream Inspection For High Temperature Hydrogen Attack: ECNDT 2006 - Tu.3.8.4vladimirsoler01No ratings yet
- Heat Transfer Lab ManualDocument7 pagesHeat Transfer Lab ManualAlen SajuNo ratings yet
- GRP-10 Lab 6reportDocument7 pagesGRP-10 Lab 6reportkunjNo ratings yet
- Calculations For Heat Exchanger, CIP & ATFD (Master Copy)Document21 pagesCalculations For Heat Exchanger, CIP & ATFD (Master Copy)saurabhzalte100% (1)
- Sem 3 - Lab Thermal Expansion of Solid and LiquidDocument8 pagesSem 3 - Lab Thermal Expansion of Solid and LiquidLuqman Hakim100% (1)
- Heat Exchanger ExperimentDocument21 pagesHeat Exchanger ExperimentKai Zun WongNo ratings yet
- Lab 2 - GRP I - Exp H1 - Yunus - RPTDocument15 pagesLab 2 - GRP I - Exp H1 - Yunus - RPTOlla 8352No ratings yet
- Heat Transfer Lab Report Exp 1Document14 pagesHeat Transfer Lab Report Exp 1Hafizuddin Adzhar100% (2)
- Heat Transfer Laboratory Department of Mechanical Engineering Indian Institute of Technology Kanpur Heat Transfer Lab: ME341ADocument16 pagesHeat Transfer Laboratory Department of Mechanical Engineering Indian Institute of Technology Kanpur Heat Transfer Lab: ME341ARaj vermaNo ratings yet
- HMT Lab Manual Experiments on Heat TransferDocument24 pagesHMT Lab Manual Experiments on Heat TransferMian Abdul RehmanNo ratings yet
- CC-80 Art 5Document12 pagesCC-80 Art 5Isa MattioliNo ratings yet
- Tanque Sumnistros de Agua - Complete Report: Project Information Open Source/Discharge SystemDocument4 pagesTanque Sumnistros de Agua - Complete Report: Project Information Open Source/Discharge SystemMiguel Angel Rozo ArangoNo ratings yet
- Exploring The Sensitivity of Thermal Analysis TechniquesDocument15 pagesExploring The Sensitivity of Thermal Analysis TechniquespedroNo ratings yet
- Exploring The Sensitivity of Thermal Analysis Techniques To The Glass TransitionDocument15 pagesExploring The Sensitivity of Thermal Analysis Techniques To The Glass TransitionAgustin Jose MarcuzziNo ratings yet
- Centrifugal pump curve analysis under 40 charsDocument2 pagesCentrifugal pump curve analysis under 40 charsyamen-691904No ratings yet
- Tutorial 2Document3 pagesTutorial 2danielruthers2No ratings yet
- Vincent Arthur - Group 5 - Experiment 5Document12 pagesVincent Arthur - Group 5 - Experiment 5Vincent ArthurNo ratings yet
- C10200 (Cu-OF) : ) Incl. AgDocument2 pagesC10200 (Cu-OF) : ) Incl. AgJosue Crespo GonzalezNo ratings yet
- C1990HP Technical DataDocument9 pagesC1990HP Technical Data顏健軒No ratings yet
- EAT Ntegration: 11.1.1 Pinch TechnologyDocument8 pagesEAT Ntegration: 11.1.1 Pinch TechnologyNoman AslamNo ratings yet
- Heat Transfer Analysis of Cocurrent and Countercurrent FlowDocument7 pagesHeat Transfer Analysis of Cocurrent and Countercurrent FlowRsd HeRnNo ratings yet
- Electrolytically Galvanized Sheet: EMW Delivery Range Coils Slit Strip Cut-To-Size SheetDocument4 pagesElectrolytically Galvanized Sheet: EMW Delivery Range Coils Slit Strip Cut-To-Size SheetEvka AkováNo ratings yet
- Heat Transfer Lab Lab Report Experiment # 01: Study of Heat Conduction Through Copper BarDocument5 pagesHeat Transfer Lab Lab Report Experiment # 01: Study of Heat Conduction Through Copper BaryushiNo ratings yet
- Unsteady Heat Transfer Experiment ResultsDocument16 pagesUnsteady Heat Transfer Experiment ResultssukhmaniNo ratings yet
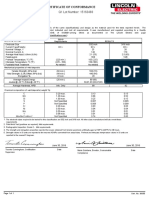
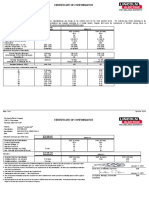
- Certificate of Conformance: Q1 Lot Number: 15163483Document1 pageCertificate of Conformance: Q1 Lot Number: 15163483interx00No ratings yet
- InsulationDocument23 pagesInsulationFabio TemporiniNo ratings yet
- TroubleshootingDocument6 pagesTroubleshootingKolo BenduNo ratings yet
- Chapter 9 PumpsDocument27 pagesChapter 9 Pumpsmotiur basumNo ratings yet
- Hamilton Metals Inspection CertificateDocument1 pageHamilton Metals Inspection CertificateColinNo ratings yet
- Experiment No.3Document7 pagesExperiment No.3Fareeha SaeedNo ratings yet
- Double - Pipe - Exchanger (Para o Lado Ar)Document4 pagesDouble - Pipe - Exchanger (Para o Lado Ar)gabrieltravassosNo ratings yet
- Sem 3 - Lab Thermal ExpansionDocument10 pagesSem 3 - Lab Thermal ExpansionLuqman HakimNo ratings yet
- Training Program On Basic Process Engineering Practices For Technip India Ltd. by The Technomanage GroupDocument68 pagesTraining Program On Basic Process Engineering Practices For Technip India Ltd. by The Technomanage GroupKrishanu SahaNo ratings yet
- Monash University: Semester 2 Examination Period Department of Chemical Engineering Faculty of EngineeringDocument8 pagesMonash University: Semester 2 Examination Period Department of Chemical Engineering Faculty of EngineeringvenkieeNo ratings yet
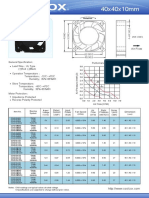
- CoolCox 4010H12B DatasheetDocument1 pageCoolCox 4010H12B DatasheetNasmine zaharudinNo ratings yet
- Calculation of Pipe Line Heat LossDocument9 pagesCalculation of Pipe Line Heat LossradanpetricaNo ratings yet
- PWHT ProcedureDocument10 pagesPWHT ProcedureSang Nguyen QuangNo ratings yet
- Thermal Simulation Techniques For Nano Transistors: Ken GoodsonDocument41 pagesThermal Simulation Techniques For Nano Transistors: Ken GoodsonSwapnil BhuratNo ratings yet
- 2018PGMETE08-Assignment 5Document7 pages2018PGMETE08-Assignment 5Rahul KumarNo ratings yet
- Data Sheet For SINAMICS V20: Rated Data General Tech. SpecificationsDocument2 pagesData Sheet For SINAMICS V20: Rated Data General Tech. SpecificationsJhons Albert ArnezNo ratings yet
- Excalibur 11018M MR CertDocument2 pagesExcalibur 11018M MR CertAminNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- GHBG7Document124 pagesGHBG7ナンドフェルナンドNo ratings yet
- Course Outline June 2020Document3 pagesCourse Outline June 2020nurul syafiqah12No ratings yet
- Pattern MatchingDocument58 pagesPattern Matchingamitavaghosh1No ratings yet
- AGC AGC-CHEMICALS - Effect of Impurities On Membrane Performance & Recovery of Performance-Flemion Seminar 2012 PDFDocument59 pagesAGC AGC-CHEMICALS - Effect of Impurities On Membrane Performance & Recovery of Performance-Flemion Seminar 2012 PDFTahir KhalidNo ratings yet
- 5 Things To Know About DB2 Native EncryptionDocument4 pages5 Things To Know About DB2 Native EncryptionAnup MukhopadhyayNo ratings yet
- 161 Special AirportsDocument25 pages161 Special AirportsLucian Florin Zamfir100% (1)
- Structural Response of Soft Story High R PDFDocument12 pagesStructural Response of Soft Story High R PDFBaterdene BaachkaNo ratings yet
- Removing and Installing Underground Storage TanksDocument7 pagesRemoving and Installing Underground Storage TanksM Waqas Habib100% (1)
- ResumeDocument2 pagesResumekoduruabhinavNo ratings yet
- Fuji FCR 5000 Service ManualDocument892 pagesFuji FCR 5000 Service Manualmasroork_270% (10)
- Festo Motion Control Platform FMCP-M Powered by FPosBDocument32 pagesFesto Motion Control Platform FMCP-M Powered by FPosBgerardo floresNo ratings yet
- AdaptTo2016 Unit Testing With Sling and AEM Mocks Stefan SeifertDocument32 pagesAdaptTo2016 Unit Testing With Sling and AEM Mocks Stefan SeifertkaranNo ratings yet
- Reporting and Analysis GuideDocument336 pagesReporting and Analysis GuidechanduNo ratings yet
- 14.09.13 PPT On System TransientsDocument61 pages14.09.13 PPT On System TransientsRaja ShekarNo ratings yet
- Victor Canete PDFDocument2 pagesVictor Canete PDFMelvi PeñasNo ratings yet
- Curva TD12F - 1000GPM@130PSI - 2950RPMDocument2 pagesCurva TD12F - 1000GPM@130PSI - 2950RPMHenry Hurtado ZeladaNo ratings yet
- Ground Improvement Techniques Short CourseDocument16 pagesGround Improvement Techniques Short CourseASIF CUETNo ratings yet
- Anesthetic Gas Monitor Model FI-21 Instruction Manual: RikenDocument23 pagesAnesthetic Gas Monitor Model FI-21 Instruction Manual: RikenEng. Edelson MartinsNo ratings yet
- Damaging Effect of Moving Military Vehicles On Asphalt Pavement - Experimental StudyDocument8 pagesDamaging Effect of Moving Military Vehicles On Asphalt Pavement - Experimental StudyS. A. SultanNo ratings yet
- Resume Electrical Engineer FaizDocument2 pagesResume Electrical Engineer FaizFaizFzNo ratings yet
- 2GM (Mmbta56)Document3 pages2GM (Mmbta56)josealcantarafranco100% (1)
- Dam Break AnalysisDocument18 pagesDam Break AnalysisBushra UmerNo ratings yet
- 1g Mitsubishi 6G72 - FusesDocument5 pages1g Mitsubishi 6G72 - Fusesaren_mendoza75% (4)
- Fire Protection For LithiumDocument2 pagesFire Protection For LithiumSofiqNo ratings yet
- Low Pass Filter ActiveDocument8 pagesLow Pass Filter ActiveTioRamadhanNo ratings yet
- PDF Table ExtractorDocument17 pagesPDF Table ExtractorJaneNo ratings yet
- Expanbar PVC: Centrally and Externally Placed PVC Waterstops. UsesDocument5 pagesExpanbar PVC: Centrally and Externally Placed PVC Waterstops. UsesZaid AhmedNo ratings yet
- (Paul E. Minton) Handbook of Evaporation Technology - 170-182Document13 pages(Paul E. Minton) Handbook of Evaporation Technology - 170-182Ahmad Asfahani100% (1)
- Experienced reservoir engineer CVDocument5 pagesExperienced reservoir engineer CVyasir_irfan01No ratings yet
- ARM Processor CoreDocument34 pagesARM Processor CorevarshaksNo ratings yet