You might also like
- High Temperature Corrosion Mapping Procedure Rev.1Document14 pagesHigh Temperature Corrosion Mapping Procedure Rev.1nathgsurendra100% (1)
- PAUT & TOFD Procedure For EOL, VadinarDocument22 pagesPAUT & TOFD Procedure For EOL, Vadinarrupam100% (5)
- PAUT - Full NotesDocument118 pagesPAUT - Full NotesRamesh mudunuri75% (4)
- PAUT General Work ProceduresDocument16 pagesPAUT General Work Proceduresdiaccessltd_1717296188% (8)
- Why AUT??!!! History and Rationale: Click To Edit Master Title StyleDocument75 pagesWhy AUT??!!! History and Rationale: Click To Edit Master Title StyleMohammed Kamal100% (2)
- TOFD - Study Material, Rev.1, 24.05.2019Document125 pagesTOFD - Study Material, Rev.1, 24.05.2019Agung Prastyo Wibowo100% (2)
- PA-UT Presentation by All NationsDocument57 pagesPA-UT Presentation by All NationsRamesh mudunuri100% (9)
- PAUT & TOFD Procedure For EOL, Vadinar PDFDocument40 pagesPAUT & TOFD Procedure For EOL, Vadinar PDFrupam100% (6)
- PAUT Technique SheetsDocument367 pagesPAUT Technique Sheetsjsprtan100% (2)
- TOFD & PA Procedure For 301Document49 pagesTOFD & PA Procedure For 301WIZKHALIFA93% (14)
- Tube Inspection TrainingDocument21 pagesTube Inspection Trainingvibinkumars100% (2)
- Dacon PAUT PresentationDocument20 pagesDacon PAUT Presentationbacabacabaca100% (1)
- Applus RTD Seminar - New Developments - Phased ArrayDocument20 pagesApplus RTD Seminar - New Developments - Phased Arrayjfisher2534No ratings yet
- Phased Array AUT Intro (OCIENEERING)Document89 pagesPhased Array AUT Intro (OCIENEERING)Lương Hồ Vũ100% (2)
- Paut Procedure - Asme 31.3 Process PipingDocument26 pagesPaut Procedure - Asme 31.3 Process PipingKarthikeyan Ganesan100% (3)
- Paut Mock-Up Test ProcedureDocument4 pagesPaut Mock-Up Test ProcedureTrung Tinh Ho100% (1)
- Ultrasonic Testing Procedure For Corrosion Mapping: AstronDocument7 pagesUltrasonic Testing Procedure For Corrosion Mapping: AstronKuppan Srinivasan100% (3)
- RFT ProcedureDocument15 pagesRFT ProcedureShahid Khan100% (2)
- Phased Array Ultrasonic Technology 2nd Edition - SampleDocument26 pagesPhased Array Ultrasonic Technology 2nd Edition - Samplealdeanucu67% (3)
- PAUT Procedure - MRU Adsorber PCI Rev. 0 (Thickness 83-88 MM)Document0 pagesPAUT Procedure - MRU Adsorber PCI Rev. 0 (Thickness 83-88 MM)bonnie_fajrie100% (1)
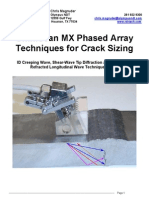
- Omniscan Techniques For Crack SizingDocument31 pagesOmniscan Techniques For Crack Sizingalinor_tnNo ratings yet
- Nozzles - UT in Place of RTDocument7 pagesNozzles - UT in Place of RTVicky GautamNo ratings yet
- PAUT Assessment Book Rev 2 June 2017Document58 pagesPAUT Assessment Book Rev 2 June 2017Scribd Scribd100% (4)
- Tubing TestDocument16 pagesTubing Testbenergy84100% (1)
- IRIS Setup Guide - EN PDFDocument70 pagesIRIS Setup Guide - EN PDFpjhollowNo ratings yet
- Eddy Current Testing Level 2 (ET2) PDFDocument7 pagesEddy Current Testing Level 2 (ET2) PDFMai Sỹ HảiNo ratings yet
- 2018 Doppler CatalogDocument24 pages2018 Doppler CatalogRene ParedeschaconNo ratings yet
- Phased Array Rapid InspectionDocument102 pagesPhased Array Rapid Inspectionganeshkumarg_1100% (5)
- Computed Radiography Procedure (CRT)Document15 pagesComputed Radiography Procedure (CRT)Trung Tinh Ho100% (8)
- PAUT, TOFD, AUT in Lieu of Radiography PDFDocument111 pagesPAUT, TOFD, AUT in Lieu of Radiography PDFmahesh100% (12)
- Eddy Current Array Technology For The Inspection of Aircraft and EngineDocument37 pagesEddy Current Array Technology For The Inspection of Aircraft and EnginealadinsaneNo ratings yet
- Paut Full PDFDocument353 pagesPaut Full PDFTrịnh Thành96% (26)
- MFL ProcedureDocument5 pagesMFL ProcedureNDTInstructor67% (3)
- Profile Radiography IAEADocument14 pagesProfile Radiography IAEAPaolo Ng100% (1)
- Advanced Technologies For Heat Exchanger Tubing Karl MarxDocument46 pagesAdvanced Technologies For Heat Exchanger Tubing Karl MarxLuis Muñoz100% (1)
- MFL Inspection r4 2Document54 pagesMFL Inspection r4 2danteleonelmessi100% (2)
- LRUT ProcedureDocument10 pagesLRUT ProcedurejeswinNo ratings yet
- Section 25.: World Centre For Materials Joining TechnologyDocument36 pagesSection 25.: World Centre For Materials Joining Technologyjar_2100% (1)
- IRIS - Finfans Inspection Report PDFDocument14 pagesIRIS - Finfans Inspection Report PDFnaoufel1706No ratings yet
- Tube InspectionDocument21 pagesTube InspectionPT Tiga Sekawan Enjiniring100% (2)
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Document32 pagesBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoNo ratings yet
- PCN - C4 - TofdDocument8 pagesPCN - C4 - TofdKaruppusamy NallappagounderNo ratings yet
- PAUT of ''CRA WELDSDocument7 pagesPAUT of ''CRA WELDSDurgamadhaba Mishra100% (1)
- Profile RadiographyDocument7 pagesProfile Radiographydebduttamallik100% (1)
- Weld Metal RT Film InterpretationDocument10 pagesWeld Metal RT Film Interpretationsekarsanthanam95% (22)
- UT ProcedureDocument14 pagesUT Procedureshifa0% (1)
- Internal Rotary Inspection System (IRIS) Tubular TestingDocument3 pagesInternal Rotary Inspection System (IRIS) Tubular Testingநந்த குமார் சம்பத் நாகராஜன்100% (1)
- SMC MFL ProcedureDocument7 pagesSMC MFL ProcedureKuppan Srinivasan100% (2)
- PAUT AWS d1 1Document17 pagesPAUT AWS d1 1Jeganeswaran100% (8)
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- OI For UT of Laminations-BasicDocument8 pagesOI For UT of Laminations-Basicperogami100% (1)
- Phase Array Ultrasonic Testing ProcedurDocument43 pagesPhase Array Ultrasonic Testing ProcedurTĩnh Hồ Trung100% (5)
- Reviewed UT Procedure 10-12-2016Document18 pagesReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- NDE Handbook: Non-Destructive Examination Methods for Condition MonitoringFrom EverandNDE Handbook: Non-Destructive Examination Methods for Condition MonitoringKnud G. BøvingRating: 4.5 out of 5 stars4.5/5 (4)
- Understanding Quality Levels For High Reliability-Rated Components (Rev. B)Document7 pagesUnderstanding Quality Levels For High Reliability-Rated Components (Rev. B)lly1112002No ratings yet
- Testing and Inspection of Welding (Compatibility Mode)Document186 pagesTesting and Inspection of Welding (Compatibility Mode)Wahyu Tirta Nugraha100% (1)
- Advanced-Inspection-and Condition-Monitoring-Techniques-16-July-2013Document140 pagesAdvanced-Inspection-and Condition-Monitoring-Techniques-16-July-2013Amar HassanNo ratings yet
- Improved Effectiveness of Corrosion Prevention and Control Systems For Hydraulic Steel StructuresDocument20 pagesImproved Effectiveness of Corrosion Prevention and Control Systems For Hydraulic Steel StructuresMuhammad Noman AslamNo ratings yet
- Metal Dusting PDFDocument13 pagesMetal Dusting PDFInspection EngineerNo ratings yet
- Pressure Equipment IMDocument43 pagesPressure Equipment IMInspection EngineerNo ratings yet
- Guide-Control-Valve BookDocument120 pagesGuide-Control-Valve BookInspection EngineerNo ratings yet
- 300 SS Bolting FailureDocument3 pages300 SS Bolting FailureInspection EngineerNo ratings yet
- Relief Valves: Gases and Gas EquipmentDocument22 pagesRelief Valves: Gases and Gas EquipmentInspection EngineerNo ratings yet
- Pressure Relief DevicesDocument5 pagesPressure Relief DevicesInspection EngineerNo ratings yet
- Simplify Materials Selection: Your Guide To Making Choices That Reduce The Impact of CorrosionDocument37 pagesSimplify Materials Selection: Your Guide To Making Choices That Reduce The Impact of CorrosionInspection EngineerNo ratings yet
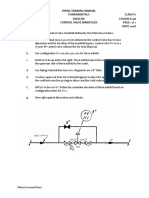
- Piping Training Manual Fundamentals Class P1 Exercise Lesson E14A Control Valve Manifolds DATE 2008Document1 pagePiping Training Manual Fundamentals Class P1 Exercise Lesson E14A Control Valve Manifolds DATE 2008Inspection EngineerNo ratings yet
- Fatigue Fracture MechanicsDocument12 pagesFatigue Fracture MechanicsInspection Engineer0% (1)
- Tapcoenpro: The Value of A Trusted PartnerDocument4 pagesTapcoenpro: The Value of A Trusted PartnerInspection EngineerNo ratings yet
- Mek4450 Ife Day1 Kha PDFDocument31 pagesMek4450 Ife Day1 Kha PDFInspection EngineerNo ratings yet
- Top Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersDocument8 pagesTop Activist Stories - 5 - A Review of Financial Activism by Geneva PartnersBassignotNo ratings yet
- Komunikasi Sebagai Piranti Kebijakan Bi: Materi SESMABI Mei 2020Document26 pagesKomunikasi Sebagai Piranti Kebijakan Bi: Materi SESMABI Mei 2020syahriniNo ratings yet
- Individual Career Plan: DIRECTIONS: Answer The Following Questions in Paragraph Form (3-4 Sentences) Per QuestionDocument2 pagesIndividual Career Plan: DIRECTIONS: Answer The Following Questions in Paragraph Form (3-4 Sentences) Per Questionapi-526813290No ratings yet
- Syllabus PDFDocument3 pagesSyllabus PDFBibin Raj B SNo ratings yet
- Introduction To BiogasDocument5 pagesIntroduction To BiogasLouis EldertardNo ratings yet
- Acc116 Dec 2022 - Q - Test 1Document6 pagesAcc116 Dec 2022 - Q - Test 12022825274100% (1)
- Gracie Warhurst WarhurstDocument1 pageGracie Warhurst Warhurstapi-439916871No ratings yet
- Amendments To The PPDA Law: Execution of Works by Force AccountDocument2 pagesAmendments To The PPDA Law: Execution of Works by Force AccountIsmail A Ismail100% (1)
- Curriculum Guide Ay 2021-2022: Dr. Gloria Lacson Foundation Colleges, IncDocument9 pagesCurriculum Guide Ay 2021-2022: Dr. Gloria Lacson Foundation Colleges, IncJean Marie Itang GarciaNo ratings yet
- S4 HANALicensing Model External V19Document28 pagesS4 HANALicensing Model External V19Edir JuniorNo ratings yet
- Concrete Repair Manual (2017)Document59 pagesConcrete Repair Manual (2017)Fernando EscriváNo ratings yet
- Types of Water Pump and Applications in Power Plant.Document6 pagesTypes of Water Pump and Applications in Power Plant.abbas bilalNo ratings yet
- Эквивалентная Схема Мотра Теслы с Thomas2020Document7 pagesЭквивалентная Схема Мотра Теслы с Thomas2020Алексей ЯмаNo ratings yet
- Computers in Industry: Hugh Boyes, Bil Hallaq, Joe Cunningham, Tim Watson TDocument12 pagesComputers in Industry: Hugh Boyes, Bil Hallaq, Joe Cunningham, Tim Watson TNawabMasidNo ratings yet
- Playing With Pop-Ups - The Art of Dimensional, Moving Paper DesignsDocument147 pagesPlaying With Pop-Ups - The Art of Dimensional, Moving Paper DesignsSara100% (4)
- Advertising II Marathi VersionDocument91 pagesAdvertising II Marathi VersionHarsh Sangani100% (1)
- MSC-MEPC.2-Circ.17 - 2019 Guidelines For The Carriage of Blends OfBiofuels and Marpol Annex I Cargoes (Secretariat)Document4 pagesMSC-MEPC.2-Circ.17 - 2019 Guidelines For The Carriage of Blends OfBiofuels and Marpol Annex I Cargoes (Secretariat)DeepakNo ratings yet
- Random Variables Random Variables - A Random Variable Is A Process, Which When FollowedDocument2 pagesRandom Variables Random Variables - A Random Variable Is A Process, Which When FollowedsdlfNo ratings yet
- When A Snobbish Gangster Meets A Pervert CassanovaDocument62 pagesWhen A Snobbish Gangster Meets A Pervert CassanovaMaria Shiela Mae Baratas100% (1)
- SecuritizationDocument46 pagesSecuritizationHitesh MoreNo ratings yet
- Hand Out Fire SurpressDocument69 pagesHand Out Fire SurpressSeptiawanWandaNo ratings yet
- Chapter 08 - Change in Accounting Policy: Problem 8-1 (AICPA Adapted)Document5 pagesChapter 08 - Change in Accounting Policy: Problem 8-1 (AICPA Adapted)Kimberly Claire AtienzaNo ratings yet
- Project Management TY BSC ITDocument57 pagesProject Management TY BSC ITdarshan130275% (12)
- Artificial Intelligence Techniques For Encrypt Images Based On The Chaotic System Implemented On Field-Programmable Gate ArrayDocument10 pagesArtificial Intelligence Techniques For Encrypt Images Based On The Chaotic System Implemented On Field-Programmable Gate ArrayIAES IJAINo ratings yet
- Contoh Discussion Text Tentang HomeworkDocument8 pagesContoh Discussion Text Tentang Homeworkg3p35rs6100% (1)
- Myanmar 1Document3 pagesMyanmar 1Shenee Kate BalciaNo ratings yet
- (Campus of Open Learning) University of Delhi Delhi-110007Document1 page(Campus of Open Learning) University of Delhi Delhi-110007Sahil Singh RanaNo ratings yet
- Instructions For Preparing Manuscript For Ulunnuha (2019 Template Version) Title (English and Arabic Version)Document4 pagesInstructions For Preparing Manuscript For Ulunnuha (2019 Template Version) Title (English and Arabic Version)Lailatur RahmiNo ratings yet
- Participants ListDocument13 pagesParticipants Listmailway002No ratings yet
- Decision Trees For Management of An Avulsed Permanent ToothDocument2 pagesDecision Trees For Management of An Avulsed Permanent ToothAbhi ThakkarNo ratings yet