You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Welding GuideDocument54 pagesWelding GuideMR R C CLARKE100% (2)
- 8 - Non Destructive TestingDocument50 pages8 - Non Destructive TestingSelva kumarNo ratings yet
- RTFI For WeldingDocument60 pagesRTFI For WeldingMAXX ENGINEERSNo ratings yet
- Data IntegrationDocument7 pagesData IntegrationHan MyoNo ratings yet
- CSWIP 3.1 Question and AnswerDocument31 pagesCSWIP 3.1 Question and AnswerDevendran Marappan92% (52)
- RTI - Rev.2010 (NDT2A 2B Course Notes)Document191 pagesRTI - Rev.2010 (NDT2A 2B Course Notes)Adil Hasanov100% (1)
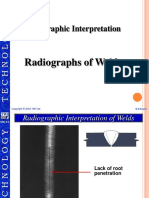
- Radiographic Interpretation: Radiographs of WeldsDocument22 pagesRadiographic Interpretation: Radiographs of WeldsManoj BallaNo ratings yet
- Used Lube Oil Analysis & Analytical FerrographyDocument56 pagesUsed Lube Oil Analysis & Analytical FerrographyKudzie Maphy Masaire100% (1)
- NDT & Visual InspectionDocument95 pagesNDT & Visual InspectionAravindan RangaNo ratings yet
- RSR NDT For Ut-II 2022Document143 pagesRSR NDT For Ut-II 2022Nikhil KashyapNo ratings yet
- 11 EngineDocument556 pages11 Enginerumen80100% (3)
- WIS5 NoneDestructiveTestingDocument45 pagesWIS5 NoneDestructiveTestingalfa_macasaetNo ratings yet
- Welding Inspection: Non-Destructive Testing Course Reference WIS 5Document35 pagesWelding Inspection: Non-Destructive Testing Course Reference WIS 5Ad Man GeTigNo ratings yet
- NDT PDFDocument36 pagesNDT PDFAgung SatyaNo ratings yet
- WIS 10 Interp ExeDocument67 pagesWIS 10 Interp Exelembugs100% (1)
- Twi Radiographic Interpretation Part3 151020171959 Lva1 App6891Document55 pagesTwi Radiographic Interpretation Part3 151020171959 Lva1 App6891DarwishMohamedNo ratings yet
- Paper 19 Revised PDFDocument520 pagesPaper 19 Revised PDFAmey Mehta100% (1)
- Sample Cover Letter Oil and GasDocument1 pageSample Cover Letter Oil and GasNadira Aqilah67% (3)
- Study apparel export order processDocument44 pagesStudy apparel export order processSHRUTI CHUGH100% (1)
- 1.introduction of NDT PDFDocument19 pages1.introduction of NDT PDFaleventNo ratings yet
- Wis10 NDTDocument99 pagesWis10 NDTsiva8000100% (2)
- Weld Testing Methods Guide Under 40 CharactersDocument29 pagesWeld Testing Methods Guide Under 40 CharactersVaisakh Somakumar100% (1)
- Twi Radiographic Interpretation Part 2Document46 pagesTwi Radiographic Interpretation Part 2WALTER RUEDANo ratings yet
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- Research On Ignorance of The Law Excuses No One From ComplianceDocument12 pagesResearch On Ignorance of The Law Excuses No One From ComplianceAnonymous iOYkz0wNo ratings yet
- Wis5 NDT 05Document51 pagesWis5 NDT 05Kerem İnanNo ratings yet
- QC System Manual PDFDocument41 pagesQC System Manual PDFwhitebros100% (1)
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Document43 pagesCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- Module 10 Visual Inspection and Other NDE Methods and SymbolsDocument41 pagesModule 10 Visual Inspection and Other NDE Methods and SymbolsMiki JaksicNo ratings yet
- Alternating Current Field Measurement Level 1 Course (ACFM L1)Document357 pagesAlternating Current Field Measurement Level 1 Course (ACFM L1)susheel100% (2)
- LRUT Data InterpertationDocument42 pagesLRUT Data InterpertationTamilarasanNo ratings yet
- Sico Service Catalogue CompressedDocument11 pagesSico Service Catalogue CompressedassurendranNo ratings yet
- Welding Inspection: Mechanical Testing Course Reference WIS 5Document47 pagesWelding Inspection: Mechanical Testing Course Reference WIS 5Krishh KumarNo ratings yet
- Welding Inspection: Course Reference WIS 5Document31 pagesWelding Inspection: Course Reference WIS 5venkyNo ratings yet
- Welding Inspection: Duties & Responsibilities Course Reference WIS 5Document13 pagesWelding Inspection: Duties & Responsibilities Course Reference WIS 5LUZ MERYNo ratings yet
- WIS10 M.TestDocument46 pagesWIS10 M.TestUmaibalan100% (1)
- Overview of NDE in ASMEDocument19 pagesOverview of NDE in ASMEdhirendarjiNo ratings yet
- Nondestructive Examination (NDE) Processes: ComimsaDocument40 pagesNondestructive Examination (NDE) Processes: ComimsaingrclNo ratings yet
- Twi - Inspeccion de Soldadura DefectosDocument58 pagesTwi - Inspeccion de Soldadura DefectosomarNo ratings yet
- Api 510 CourseDocument13 pagesApi 510 CourseRami GhorbelNo ratings yet
- Presentation On Internal Inspection of Vessels TanksDocument39 pagesPresentation On Internal Inspection of Vessels TanksAbiram VSNo ratings yet
- Non Destructive TestingDocument55 pagesNon Destructive TestingDipak YadavNo ratings yet
- NDT & Visual InspectionDocument95 pagesNDT & Visual Inspectionmoez jaouediNo ratings yet
- Weld TestingDocument29 pagesWeld Testingravi00098No ratings yet
- WIS5 PRO NDocument71 pagesWIS5 PRO NLUZ MERYNo ratings yet
- Experimental Validation On ASTM A516 Grade 70 Carbon Steel by Non-Destructive TestingDocument4 pagesExperimental Validation On ASTM A516 Grade 70 Carbon Steel by Non-Destructive TestingIJMTST-Online JournalNo ratings yet
- Introduction to NDT Methods and TechniquesDocument7 pagesIntroduction to NDT Methods and TechniquesMaria Cristina DijmarescuNo ratings yet
- Nondestructive Test MethodDocument20 pagesNondestructive Test MethodjustinNo ratings yet
- CMT Lab FunctionsDocument19 pagesCMT Lab FunctionsSiva ShankarNo ratings yet
- Difference Between DT & NDTDocument3 pagesDifference Between DT & NDTRathnakrajaNo ratings yet
- ME 2 NDT ULTRADocument9 pagesME 2 NDT ULTRAMuhammad J SherwaniNo ratings yet
- Practical Ultrasonic Testing - Weld Inspection Using Using ASME Code 2 PDFDocument18 pagesPractical Ultrasonic Testing - Weld Inspection Using Using ASME Code 2 PDFidir AMOKRANENo ratings yet
- Non-Destructive Testing Methods GuideDocument52 pagesNon-Destructive Testing Methods GuideMohanrajRajangamNo ratings yet
- PCN Ut NotesDocument113 pagesPCN Ut NotesFahim AkhtarNo ratings yet
- NDT Methods Guide for Materials Testing LabDocument1 pageNDT Methods Guide for Materials Testing LabAhmadNo ratings yet
- Note CHP 6 Material Science 281 Uitm Em110Document45 pagesNote CHP 6 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- Non Destructive Testing of Primary Steel Components, Tower Sections and Embedment's For Vestas Wind TurbinesDocument5 pagesNon Destructive Testing of Primary Steel Components, Tower Sections and Embedment's For Vestas Wind TurbinesDavisTranNo ratings yet
- 5 Non Destructive TestingDocument47 pages5 Non Destructive TestingPraviBeetlesNo ratings yet
- Non Destructive TestingDocument48 pagesNon Destructive TestingRajneesh KumarNo ratings yet
- NDT Testing MethodDocument5 pagesNDT Testing MethodJose Amaro JovaNo ratings yet
- Rs V Services Jan 2011Document16 pagesRs V Services Jan 2011Muhammad Nasir SiddiqueNo ratings yet
- RJ Testing & InspectionDocument25 pagesRJ Testing & Inspectionmuhamadrafie1975No ratings yet
- NDT Methods GuideDocument43 pagesNDT Methods Guidefarshid KarpasandNo ratings yet
- Weld Testing Methods GuideDocument4 pagesWeld Testing Methods GuidejoaoNo ratings yet
- Mogekwu Chinye Kelvin: Havilah Hydrocarbon Board RoomDocument19 pagesMogekwu Chinye Kelvin: Havilah Hydrocarbon Board RoomSTEPHEN MIGWINo ratings yet
- 500 WordsDocument6 pages500 WordsNestndt ChennaiNo ratings yet
- Review of Conventional and Advanced NDTDocument13 pagesReview of Conventional and Advanced NDTHarikrishnan N SNo ratings yet
- Non-Destructive Testing Methods GuideDocument47 pagesNon-Destructive Testing Methods GuideAustin Okoth OmondiNo ratings yet
- Defects RepairsDocument48 pagesDefects RepairsMurugan IrusappanNo ratings yet
- PDF Created with pdfFactory Pro Trial VersionDocument93 pagesPDF Created with pdfFactory Pro Trial VersionKrishh KumarNo ratings yet
- PDF Created With Pdffactory Pro Trial VersionDocument122 pagesPDF Created With Pdffactory Pro Trial VersionKrishh KumarNo ratings yet
- Course Material Welding TechDocument8 pagesCourse Material Welding TechKrishh KumarNo ratings yet
- CSWIP Day 1Document71 pagesCSWIP Day 1Les D ChavezNo ratings yet
- Basical Principles of UT PDFDocument43 pagesBasical Principles of UT PDFCarlos DueñasNo ratings yet
- PipesSTANDAR PIPADocument16 pagesPipesSTANDAR PIPADavid SaputraNo ratings yet
- Asnt MT PDFDocument99 pagesAsnt MT PDFKrishh KumarNo ratings yet
- Welding GuideDocument2 pagesWelding GuideKrishh KumarNo ratings yet
- Welding Inspection: Non-Destructive Testing Course Reference WIS 5Document47 pagesWelding Inspection: Non-Destructive Testing Course Reference WIS 5Krishh KumarNo ratings yet
- Welding Inspection: Heat Treatments Course Reference WIS 5Document14 pagesWelding Inspection: Heat Treatments Course Reference WIS 5Krishh KumarNo ratings yet
- Preparatory Questions (Set - 1) : About Me Contact Me My Videos Privacy Policy Terms of Use & DisclaimerDocument5 pagesPreparatory Questions (Set - 1) : About Me Contact Me My Videos Privacy Policy Terms of Use & DisclaimerKrishh KumarNo ratings yet
- Aws MCQDocument4 pagesAws MCQKrishh KumarNo ratings yet
- Daa M-4Document28 pagesDaa M-4Vairavel ChenniyappanNo ratings yet
- Essential earthquake preparedness stepsDocument6 pagesEssential earthquake preparedness stepsRalphNacisNo ratings yet
- Pumping Station Modification PDFDocument15 pagesPumping Station Modification PDFcarlosnavalmaster100% (1)
- Microsoft Windows 98 Second Edition README For Tips and Tricks, April 1999Document8 pagesMicrosoft Windows 98 Second Edition README For Tips and Tricks, April 1999scriNo ratings yet
- Wizard's App Pitch Deck by SlidesgoDocument52 pagesWizard's App Pitch Deck by SlidesgoandreaNo ratings yet
- Training Prospectus 2020 WebDocument89 pagesTraining Prospectus 2020 Webamila_vithanageNo ratings yet
- Importance and Behavior of Capital Project Benefits Factors in Practice: Early EvidenceDocument13 pagesImportance and Behavior of Capital Project Benefits Factors in Practice: Early EvidencevimalnandiNo ratings yet
- HTTP://WWW - Authorstream.com/presentation/kunalcmehta 1123128 Exim PolicyDocument2 pagesHTTP://WWW - Authorstream.com/presentation/kunalcmehta 1123128 Exim PolicyPranesh KumarNo ratings yet
- Cs614-Mid Term Solved MCQs With References by Moaaz PDFDocument30 pagesCs614-Mid Term Solved MCQs With References by Moaaz PDFNiazi Qureshi AhmedNo ratings yet
- Brochures Volvo Engines d11 CanadaDocument4 pagesBrochures Volvo Engines d11 CanadaDIONYBLINK100% (2)
- Cough: by Dr. Meghana Patil (Intern Batch 2016)Document24 pagesCough: by Dr. Meghana Patil (Intern Batch 2016)Meghana PatilNo ratings yet
- Section - I: Cover Page Section - II:: IndexDocument21 pagesSection - I: Cover Page Section - II:: Indexamit rajputNo ratings yet
- Lesson 3 - Subtract Two 4-Digit Numbers - More Than One Exchange 2019Document2 pagesLesson 3 - Subtract Two 4-Digit Numbers - More Than One Exchange 2019mNo ratings yet
- Emmanuel James Oteng, F. Inst. L. Ex. Legal Executive LawyerDocument3 pagesEmmanuel James Oteng, F. Inst. L. Ex. Legal Executive Lawyeremmanuel otengNo ratings yet
- Parents Day Script - PDF - Schools - LeisureDocument17 pagesParents Day Script - PDF - Schools - LeisureNAIDU SHAKEENANo ratings yet
- Green Ecobuses Run On This Route.: BusesDocument6 pagesGreen Ecobuses Run On This Route.: BusesLuis DíazNo ratings yet
- Communication Box Specification V1.0Document3 pagesCommunication Box Specification V1.0Natan VillalonNo ratings yet
- JESTEC TemplateDocument11 pagesJESTEC TemplateMuhammad FakhruddinNo ratings yet
- Chapter-5-Entrepreneurial-Marketing Inoceno de Ocampo EvangelistaDocument63 pagesChapter-5-Entrepreneurial-Marketing Inoceno de Ocampo EvangelistaMelgrey InocenoNo ratings yet
- Chemistry1207 Lab 4Document2 pagesChemistry1207 Lab 4Kayseri PersaudNo ratings yet
- VVIP Circuit House achieves 5-star GRIHA ratingDocument1 pageVVIP Circuit House achieves 5-star GRIHA ratingmallikaNo ratings yet
- Air Purification Solution - TiPE Nano Photocatalyst PDFDocument2 pagesAir Purification Solution - TiPE Nano Photocatalyst PDFPedro Ortega GómezNo ratings yet
- What is Software Development Life Cycle (SDLC)? Key Phases and ActivitiesDocument11 pagesWhat is Software Development Life Cycle (SDLC)? Key Phases and ActivitiessachinNo ratings yet