You might also like
- How To Balance A Traditional Sewing Line?Document22 pagesHow To Balance A Traditional Sewing Line?Cool JugglerNo ratings yet
- Wilkerson Company - Class PracticeDocument5 pagesWilkerson Company - Class PracticeYAKSH DODIANo ratings yet
- Lean Manufacturing SystemDocument20 pagesLean Manufacturing Systemadila firdausi putriNo ratings yet
- Delta Calculations LTSW Module 2 EXERCISEDocument20 pagesDelta Calculations LTSW Module 2 EXERCISEdraganNo ratings yet
- Chapter 22Document27 pagesChapter 22ShoukatNo ratings yet
- CPD LTD SolutionDocument14 pagesCPD LTD SolutionFayçal BouchemlaNo ratings yet
- Line Balancing PresentationDocument39 pagesLine Balancing Presentationelmaakoul oussama67% (3)
- Answer Key - Laboratory Exercise 1 Process Dynamic CharacteristicsDocument4 pagesAnswer Key - Laboratory Exercise 1 Process Dynamic CharacteristicsIbrahim KhleifatNo ratings yet
- Customer Success Flow UpdateDocument7 pagesCustomer Success Flow UpdateAristo hernandezNo ratings yet
- Lec 1,2 IntroductionDocument29 pagesLec 1,2 Introductionmr.x1549No ratings yet
- Sippican Part A - Part B - UpdatedDocument16 pagesSippican Part A - Part B - UpdatedDeep GandhiNo ratings yet
- 16 Destinbrass - Solution-EnG YtcAIvEG2FDocument12 pages16 Destinbrass - Solution-EnG YtcAIvEG2Fshubhangi.jain582No ratings yet
- How To Calculate OEE - TutorialDocument14 pagesHow To Calculate OEE - Tutorialmarcpedrosa100% (1)
- Line Balance 059Document39 pagesLine Balance 059smitaNo ratings yet
- How To Calculate OEE - TutorialDocument11 pagesHow To Calculate OEE - Tutorialccabral81No ratings yet
- Phase Technology PPA-70Xi Pour Point AnalyzerDocument27 pagesPhase Technology PPA-70Xi Pour Point AnalyzerasfsdfNo ratings yet
- Product Cost From TraditionalDocument5 pagesProduct Cost From TraditionalPrijulNo ratings yet
- Alpha Crushing Plant Production ProjectionDocument3 pagesAlpha Crushing Plant Production ProjectionCatherineNo ratings yet
- Line Balancing: An Overview ofDocument27 pagesLine Balancing: An Overview ofSpremkumar SpremkumarNo ratings yet
- Line Balancing: An Overview ofDocument27 pagesLine Balancing: An Overview ofDileepSinghNo ratings yet
- Expense Category Expense Treditional Income Statement Blue BlackDocument3 pagesExpense Category Expense Treditional Income Statement Blue BlackMegha MishraNo ratings yet
- InterviewDocument10 pagesInterviewFazle RubbiNo ratings yet
- LEAN Execution OEEDocument11 pagesLEAN Execution OEEVergence Business Associates100% (7)
- Destin Brass 2019 (SV)Document11 pagesDestin Brass 2019 (SV)PRITEENo ratings yet
- D-Lab Design For Human UseDocument26 pagesD-Lab Design For Human UseKamalpattniNo ratings yet
- Lean Production: Lean Manufacturing or Lean Production, Which Is Often KnownDocument31 pagesLean Production: Lean Manufacturing or Lean Production, Which Is Often KnownVardhman JainNo ratings yet
- SIPDocument13 pagesSIPvalliNo ratings yet
- GRoup 4Document4 pagesGRoup 4saifrahmanNo ratings yet
- City Buildings Business PowerPoint TemplateDocument15 pagesCity Buildings Business PowerPoint TemplateSalman SajidNo ratings yet
- TQM and TQMDocument3 pagesTQM and TQMJego ElevadoNo ratings yet
- Punto 2: Practical CapacityDocument3 pagesPunto 2: Practical CapacityJosé VisintiniNo ratings yet
- Dasar Perhitungan Kapasitas Terpasang Plastic Injection Plant 4 CikampekDocument5 pagesDasar Perhitungan Kapasitas Terpasang Plastic Injection Plant 4 CikampekatikoongNo ratings yet
- OEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeDocument16 pagesOEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeMosfet AutomationNo ratings yet
- How To Calculate OEE - TutorialDocument12 pagesHow To Calculate OEE - TutorialPremiumJ4UShopMY245No ratings yet
- LBR Case Study ReportDocument15 pagesLBR Case Study ReportChristine MagnayeNo ratings yet
- Yield MetricsDocument11 pagesYield MetricstechnicalvijayNo ratings yet
- Ei-SMART Sewing System - BrochureDocument24 pagesEi-SMART Sewing System - BrochureArslan ShaukatNo ratings yet
- Telvista Productivity Report - FIOS RollupDocument12 pagesTelvista Productivity Report - FIOS RollupwabecerraoNo ratings yet
- P2 May Efficiency ReportDocument10 pagesP2 May Efficiency ReportKazuo Paul SardonNo ratings yet
- Horas MaquinaDocument7 pagesHoras MaquinaDAVIDLUNA8No ratings yet
- Chapter 7: Factory Dynamics: Short Cycle TimesDocument68 pagesChapter 7: Factory Dynamics: Short Cycle TimesEos MaestroNo ratings yet
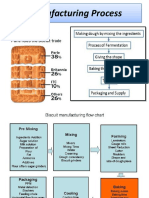
- Manufacturing ProcessDocument12 pagesManufacturing ProcessmehrezNo ratings yet
- Manufacturingprocess Hiteshjain 140117225042 Phpapp01 PDFDocument12 pagesManufacturingprocess Hiteshjain 140117225042 Phpapp01 PDFPOOJA CHAUDHARINo ratings yet
- Genbawan (Supplement)Document149 pagesGenbawan (Supplement)panjihestyNo ratings yet
- Contoh Format Scedule, Summary Progress & PlanDocument14 pagesContoh Format Scedule, Summary Progress & Plandedi setiadiNo ratings yet
- Capacity Labor Combo DeliveryDocument17 pagesCapacity Labor Combo DeliveryomNo ratings yet
- Toyota Inventory ManagementDocument26 pagesToyota Inventory ManagementWWZNo ratings yet
- Record of Service For RESMED S10 AIRSENSE SN 22161505399Document3 pagesRecord of Service For RESMED S10 AIRSENSE SN 22161505399William OliveiraNo ratings yet
- QCP Is Prepared For Gurreh Jask Crude Oil Pump Stations ProjectDocument48 pagesQCP Is Prepared For Gurreh Jask Crude Oil Pump Stations ProjectAli TavakoliNo ratings yet
- Estimación PERT 01Document8 pagesEstimación PERT 01Francisco MataNo ratings yet
- 5-Lecture 5 SlidesDocument30 pages5-Lecture 5 SlidesSooraj S NairNo ratings yet
- Line Balance Ratio (LBR) : Lean Manufacturing Explained - LMEDocument10 pagesLine Balance Ratio (LBR) : Lean Manufacturing Explained - LMEChristine MagnayeNo ratings yet
- 7 Management Tools MainDocument10 pages7 Management Tools Mainankit7588No ratings yet
- CFM Poster Tri Tien 2023Document1 pageCFM Poster Tri Tien 2023tritienNo ratings yet
- OSCM Exercises Syn 2Document4 pagesOSCM Exercises Syn 2BayuNo ratings yet
- Problems SCMDocument16 pagesProblems SCMMohit ShahNo ratings yet
- TJB CaseDocument14 pagesTJB Casesupeach.kNo ratings yet
- Solution Wilkerson CompanyDocument10 pagesSolution Wilkerson CompanyHIMANSHU AGRAWAL67% (3)
- Conventional ToolingDocument108 pagesConventional Toolingreginaldo joseNo ratings yet
- GSD Analysis: Operation: ..: Machine Type SMV Capacity Operation DescriptionDocument2 pagesGSD Analysis: Operation: ..: Machine Type SMV Capacity Operation DescriptionLâm Ngọc HùngNo ratings yet
- Ergonomic Risk Factors For Workers in Garments Manufacturing - A Case Study From PakistanDocument5 pagesErgonomic Risk Factors For Workers in Garments Manufacturing - A Case Study From PakistanLâm Ngọc HùngNo ratings yet
- 77977794Document174 pages77977794Lâm Ngọc HùngNo ratings yet
- Introduction - Labour Minute Value Costing ToolDocument8 pagesIntroduction - Labour Minute Value Costing ToolLâm Ngọc HùngNo ratings yet
- Towards Sustainable Labour Costing in UK Fashion Retail: SSRN Electronic Journal February 2013Document21 pagesTowards Sustainable Labour Costing in UK Fashion Retail: SSRN Electronic Journal February 2013Lâm Ngọc HùngNo ratings yet
- Lean Manufacturing Implementation in The Sewing Industry: Journal of Enterprise Transformation April 2014Document24 pagesLean Manufacturing Implementation in The Sewing Industry: Journal of Enterprise Transformation April 2014Lâm Ngọc HùngNo ratings yet
- GSD Analysis: Operation: ..: Machine Type SMV Capacity Operation DescriptionDocument2 pagesGSD Analysis: Operation: ..: Machine Type SMV Capacity Operation DescriptionLâm Ngọc HùngNo ratings yet
- From Obligation To Opportunity: A Market Systems Analysis of Working Conditions in Asia's Garment Export IndustryDocument55 pagesFrom Obligation To Opportunity: A Market Systems Analysis of Working Conditions in Asia's Garment Export IndustryLâm Ngọc HùngNo ratings yet
- Question Bank CSDocument76 pagesQuestion Bank CSWAjeda parveen100% (5)
- Wcms 579471Document76 pagesWcms 579471Lâm Ngọc HùngNo ratings yet
- Operation Manual: Sewing MachineDocument144 pagesOperation Manual: Sewing MachineLâm Ngọc HùngNo ratings yet
- GMP - Garment PDFDocument34 pagesGMP - Garment PDFLeechel Ella Recalde (Ellie)No ratings yet
- Bi-Dimensional Simulation Tool of Elementary Motions On A Sewing WorkstationDocument4 pagesBi-Dimensional Simulation Tool of Elementary Motions On A Sewing Workstationyasin husenNo ratings yet
- Inclusive Labour Markets, Labour Relations and Working Conditions BranchDocument50 pagesInclusive Labour Markets, Labour Relations and Working Conditions BranchNhan NguyenNo ratings yet
- Study On Standard Time of Garment Sewing Based On GSD: Lihui RenDocument6 pagesStudy On Standard Time of Garment Sewing Based On GSD: Lihui RenLâm Ngọc HùngNo ratings yet
- From Obligation To Opportunity: A Market Systems Analysis of Working Conditions in Asia's Garment Export IndustryDocument55 pagesFrom Obligation To Opportunity: A Market Systems Analysis of Working Conditions in Asia's Garment Export IndustryLâm Ngọc HùngNo ratings yet
- Trainers Guide - Solve PDFDocument346 pagesTrainers Guide - Solve PDFRolly Jane GallivoNo ratings yet
- GMP - Garment PDFDocument34 pagesGMP - Garment PDFLeechel Ella Recalde (Ellie)No ratings yet
- Short Shipment in Sterling Styles LTD: Nternship Eport OnDocument64 pagesShort Shipment in Sterling Styles LTD: Nternship Eport OnLâm Ngọc HùngNo ratings yet
- Wcms 528512 PDFDocument154 pagesWcms 528512 PDFsamson dadiNo ratings yet
- GMP - Garment PDFDocument34 pagesGMP - Garment PDFLeechel Ella Recalde (Ellie)No ratings yet
- BUS300-8.3-Evaluation of Work Measurement Concepts For A Cellular Manufacturing Reference Line To Enable Low Cost Automation For Lean Manufacturing-CC-By-NCDocument6 pagesBUS300-8.3-Evaluation of Work Measurement Concepts For A Cellular Manufacturing Reference Line To Enable Low Cost Automation For Lean Manufacturing-CC-By-NCcentauro64No ratings yet
- APICS Principles of Operations ManagementDocument8 pagesAPICS Principles of Operations ManagementLâm Ngọc HùngNo ratings yet
- 77977794Document174 pages77977794Lâm Ngọc HùngNo ratings yet
- Ergonomic Risk Factors For Workers in Garments Manufacturing - A Case Study From PakistanDocument5 pagesErgonomic Risk Factors For Workers in Garments Manufacturing - A Case Study From PakistanLâm Ngọc HùngNo ratings yet
- Work Organization Through Methods Engineering and Time Study To Increase Productivity in A Floriculture Company: A Case StudyDocument8 pagesWork Organization Through Methods Engineering and Time Study To Increase Productivity in A Floriculture Company: A Case StudyLâm Ngọc HùngNo ratings yet
- 1100 PDFDocument20 pages1100 PDFLâm Ngọc HùngNo ratings yet
- Study On Standard Time of Garment Sewing Based On GSD: Lihui RenDocument6 pagesStudy On Standard Time of Garment Sewing Based On GSD: Lihui RenLâm Ngọc HùngNo ratings yet
- Overall Efficiency Improvement of A Production Line by Using Yamazumi Chart: A Case StudyDocument12 pagesOverall Efficiency Improvement of A Production Line by Using Yamazumi Chart: A Case StudyLâm Ngọc HùngNo ratings yet
- 4 An Optimal Layout PDFDocument11 pages4 An Optimal Layout PDFLâm Ngọc HùngNo ratings yet
- Commercializing Process TechnologiesDocument11 pagesCommercializing Process TechnologiesBramJanssen76No ratings yet
- Type No. 430-211-011 Clubsport: Basic Unit Ags Family IiDocument4 pagesType No. 430-211-011 Clubsport: Basic Unit Ags Family IibruceNo ratings yet
- 2 Module No. 1 The Field of Engineering ManagementDocument4 pages2 Module No. 1 The Field of Engineering ManagementAdrian LequironNo ratings yet
- 8065 Kt21e2002Document92 pages8065 Kt21e2002bajricaNo ratings yet
- AWS - Lambda QuizletDocument20 pagesAWS - Lambda QuizletchandraNo ratings yet
- Airbus Supplier Approval List September 2014Document57 pagesAirbus Supplier Approval List September 2014adip1971890No ratings yet
- JN UG 3066 Integrated Peripherals APIDocument410 pagesJN UG 3066 Integrated Peripherals APItalelkkNo ratings yet
- Internet of Things For Smart Healthcare: Technologies, Challenges, and OpportunitiesDocument24 pagesInternet of Things For Smart Healthcare: Technologies, Challenges, and OpportunitiesSriharsha SarmaNo ratings yet
- Energy Systems TDT HD3 User ManualDocument24 pagesEnergy Systems TDT HD3 User ManualTrickyDicky2No ratings yet
- Visvesvaraya Technological University Belagavi - 590018: Developments in Solar Dryers, Collectors and Absorber MaterialsDocument1 pageVisvesvaraya Technological University Belagavi - 590018: Developments in Solar Dryers, Collectors and Absorber MaterialsM.A rajaNo ratings yet
- 31 SDMS 12Document31 pages31 SDMS 12Jalizco RuedaNo ratings yet
- Vsphere Esxi 8.0 Installation Setup GuideDocument255 pagesVsphere Esxi 8.0 Installation Setup GuideNgô Bá MinhNo ratings yet
- HILTI Catalogue 2012Document314 pagesHILTI Catalogue 2012Marius RizeaNo ratings yet
- Thermostat - EberleDocument2 pagesThermostat - Eberlekath pelaezNo ratings yet
- Max9691 Max9693Document12 pagesMax9691 Max9693Frank M CNo ratings yet
- ErrorDocument28 pagesErrorバネガス ネストルNo ratings yet
- Wordlist Unit 1 GOLD EXPERIENCE B1 PDFDocument112 pagesWordlist Unit 1 GOLD EXPERIENCE B1 PDFmelisa collinsNo ratings yet
- LNG Man Es Methane Slip Technical PaperDocument20 pagesLNG Man Es Methane Slip Technical PaperLeo TvrdeNo ratings yet
- A Data Pipeline Should Address These Issues:: Topics To StudyDocument10 pagesA Data Pipeline Should Address These Issues:: Topics To StudyDerive XyzNo ratings yet
- Fawde 20 KvaDocument4 pagesFawde 20 KvatritiluNo ratings yet
- Automatic Room Lighting System Using MicrocontrollerDocument60 pagesAutomatic Room Lighting System Using MicrocontrollerKaren Faye TorrecampoNo ratings yet
- Case-PayPal Has CompanyDocument4 pagesCase-PayPal Has CompanyRajan PrajapatiNo ratings yet
- 09 ARUP SlimCity Urban MobilityDocument30 pages09 ARUP SlimCity Urban MobilitynbilicNo ratings yet
- 16N50Document7 pages16N50Astro Sam HanNo ratings yet
- Dell and HP LaptopDocument74 pagesDell and HP LaptopShobhit Goswami100% (5)
- Endress-Hauser Cerabar PMP11 ENDocument4 pagesEndress-Hauser Cerabar PMP11 ENSensortecsa SensortecsaNo ratings yet
- Tide Power Products50HzDocument22 pagesTide Power Products50HzmaherNo ratings yet
- A Brief History of Programming LanguagesDocument46 pagesA Brief History of Programming LanguagesZahir B. FareedNo ratings yet
- 115E Pumps For NPPDocument16 pages115E Pumps For NPPONURNo ratings yet
- VMX Agy UmDocument165 pagesVMX Agy UmGerardo BocanegraNo ratings yet