You might also like
- 4 Progresivos PDFDocument49 pages4 Progresivos PDFgiovannihurtadoNo ratings yet
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocument1 pagePF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcNo ratings yet
- Hoja de Proceso MatrizDocument2 pagesHoja de Proceso MatrizLeo FernándezNo ratings yet
- Lathe Programming Workbook TraducidoDocument153 pagesLathe Programming Workbook TraducidoIsaac ChávezNo ratings yet
- Velocidad de Corte TornoDocument3 pagesVelocidad de Corte TornoAndrewRNo ratings yet
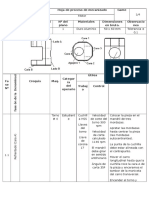
- Ejercicio Hoja Proceso TornoDocument2 pagesEjercicio Hoja Proceso TornoChichojefe PmcNo ratings yet
- Afilado de Cuchillas para Tornos 02Document30 pagesAfilado de Cuchillas para Tornos 02M Laura EdderNo ratings yet
- Operación de Máquinas CNC: Docente: Pía Farías MDocument15 pagesOperación de Máquinas CNC: Docente: Pía Farías MJosue MadariagaNo ratings yet
- Tolerancias en Matriceria PDFDocument3 pagesTolerancias en Matriceria PDFErregistroakegitekoNo ratings yet
- Codigos para El Torno CNC DYNAMITEDocument6 pagesCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Apuntes Torno CNCDocument24 pagesApuntes Torno CNCSuli ZgzNo ratings yet
- (2 Ejercicios de Taller)Document16 pages(2 Ejercicios de Taller)Instructor Nelson Diaz100% (1)
- Calculador de EngranajesDocument1 pageCalculador de EngranajesHERNANNo ratings yet
- Velocidad de Corte y AvanceDocument13 pagesVelocidad de Corte y AvanceSantiago FloresNo ratings yet
- Programación Mediante Manual Guide-IDocument11 pagesProgramación Mediante Manual Guide-Idmg_pelon100% (2)
- Apuntes MecanizadoDocument7 pagesApuntes MecanizadodxdNo ratings yet
- Cuadernillo de Practicas de C.N.C.Document134 pagesCuadernillo de Practicas de C.N.C.Missa PérezNo ratings yet
- Fresado 2 (Engranajes)Document53 pagesFresado 2 (Engranajes)Naula WashingtonNo ratings yet
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Document9 pagesRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaNo ratings yet
- Torno de Control NuméricoDocument16 pagesTorno de Control NuméricoJubert Angelo Ramos ParedesNo ratings yet
- Plan de Trabajo Mecanizado Torno PapaleloDocument6 pagesPlan de Trabajo Mecanizado Torno Papalelodubal suarezNo ratings yet
- Herrami ConosDocument8 pagesHerrami ConosMecanizado SenaNo ratings yet
- SCALLOPDocument13 pagesSCALLOPGustavo PomaqueroNo ratings yet
- Documento Guia para Seleccion de AcerosDocument26 pagesDocumento Guia para Seleccion de Acerosalex100preNo ratings yet
- Matriz ProgresivaDocument47 pagesMatriz ProgresivaPedro Soria Martinez71% (7)
- Ciclos de Torneado FanucDocument15 pagesCiclos de Torneado Fanucjuan carlos Rojas0% (1)
- Guia Rápida Mastercam V2019 Rubén RomeroDocument17 pagesGuia Rápida Mastercam V2019 Rubén RomeroRuben Romero100% (1)
- Proyecto de Diseño de MatricesDocument35 pagesProyecto de Diseño de MatricesJavier RiveraNo ratings yet
- Programación en CNC Control FANUCDocument91 pagesProgramación en CNC Control FANUCangelyNo ratings yet
- Diseño Matriceria Corte Paso 3 PDFDocument20 pagesDiseño Matriceria Corte Paso 3 PDFirinat101No ratings yet
- Grupo#10 - TORNO CNCDocument53 pagesGrupo#10 - TORNO CNCCarlos Alberto Rodriguez ObrinaNo ratings yet
- Diseño de Una Matriz de CorteDocument10 pagesDiseño de Una Matriz de CorteRaul AriasNo ratings yet
- Fresadora IDocument67 pagesFresadora ICesar RamosNo ratings yet
- Planos Matrices++Document41 pagesPlanos Matrices++Suli ZgzNo ratings yet
- Hoja de Proceso PunzonDocument1 pageHoja de Proceso PunzonLeo FernándezNo ratings yet
- Introduccion Al CNCDocument24 pagesIntroduccion Al CNCRichardVargasNo ratings yet
- Introduccion Al CNC GeneralDocument66 pagesIntroduccion Al CNC Generalcar_linNo ratings yet
- Curso Fresa CNC CompletoDocument36 pagesCurso Fresa CNC CompletoFiore UgoNo ratings yet
- Proyecto TornoDocument9 pagesProyecto TornogustavoNo ratings yet
- RoscasDocument42 pagesRoscasJesús Martín BlancoNo ratings yet
- Ciclos HNC - FanucDocument4 pagesCiclos HNC - FanucSaul Fernando Cujaban AceroNo ratings yet
- Curso Basico Programacion Centro de MaquinadoDocument22 pagesCurso Basico Programacion Centro de MaquinadoÁngel Eduardo Contreras CabreraNo ratings yet
- Concept Turn 60Document4 pagesConcept Turn 60EdDy LlanoNo ratings yet
- Ajuste (Maquines)Document39 pagesAjuste (Maquines)marc100% (1)
- Hoja de ProcesosDocument4 pagesHoja de ProcesosCristian LudeñaNo ratings yet
- Divisor UniversalDocument30 pagesDivisor Universalsamuel melendez67% (3)
- MatriceriaDocument7 pagesMatriceriarozureNo ratings yet
- Problemas FresadoDocument10 pagesProblemas FresadoAnthony BeltranNo ratings yet
- Guia Rápida Mastercam (Fresa) Rubén RomeroDocument15 pagesGuia Rápida Mastercam (Fresa) Rubén RomeroJonathan Jara Riquelme100% (1)
- Tutorial 3 MastercamDocument48 pagesTutorial 3 MastercamAlan Isai Valdez CastrejónNo ratings yet
- Tecnicas de MantenimientoDocument41 pagesTecnicas de MantenimientoDavid BlancosNo ratings yet
- Manual de ProgramacionDocument80 pagesManual de Programacionartxa25No ratings yet
- Guía I - ConididadDocument7 pagesGuía I - ConididadIsaias Guevara100% (1)
- Guia de Estudio Matriceria ADRIAN PILLAJODocument110 pagesGuia de Estudio Matriceria ADRIAN PILLAJOJose Ernesto Pillajo Cabezas100% (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209From EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209No ratings yet
- Procesos de Rectificado Proyecto 29Document13 pagesProcesos de Rectificado Proyecto 29it's CODNo ratings yet
- Capacitacion Httas de CorteDocument103 pagesCapacitacion Httas de CortePabloLozanoSalazarNo ratings yet
- YIYODocument6 pagesYIYOAndrés LeónNo ratings yet
- Materiales y DesgasteDocument43 pagesMateriales y DesgasteJuan David mosquera garciaNo ratings yet
- Plan Maestro - Don Boris y AsociadosDocument15 pagesPlan Maestro - Don Boris y AsociadosJuan Pablo AlbarracinNo ratings yet
- Nudos y AmarresDocument18 pagesNudos y AmarresAngel AlcarazNo ratings yet
- T1 Reporte de Prácticas o Actividades de Aprendizaje Del Tema 1Document24 pagesT1 Reporte de Prácticas o Actividades de Aprendizaje Del Tema 1Kratos 2001No ratings yet
- Funcionamiento Del VasoDocument19 pagesFuncionamiento Del VasoChristian CollinNo ratings yet
- Planilla Arranque de Chiller2Document1 pagePlanilla Arranque de Chiller2Franklin martinezNo ratings yet
- ESPECTROFOTOMETRÍADocument18 pagesESPECTROFOTOMETRÍAJhonny Hernandez OrozcoNo ratings yet
- Guía de Elaboración de Proyecto de Metodología de La Investigación IIDocument16 pagesGuía de Elaboración de Proyecto de Metodología de La Investigación IIMarcelo Pinheiro mocellinNo ratings yet
- Carga PuntualDocument12 pagesCarga PuntualCristian IgnacioNo ratings yet
- Informe TurbulenciaDocument16 pagesInforme TurbulenciaJhonatan BrunoNo ratings yet
- Reporte de Practica - Grupo 2 B - VernierDocument14 pagesReporte de Practica - Grupo 2 B - VernierEmmanuel Martinez princeNo ratings yet
- La Investigación MetodologiaDocument3 pagesLa Investigación Metodologiajennifer gimenezNo ratings yet
- Bessel PresentacionDocument35 pagesBessel PresentacionDavid Jiménez CruzNo ratings yet
- c1 Procedimientos Triggers VistasDocument38 pagesc1 Procedimientos Triggers VistasRoberto HenríquezNo ratings yet
- Cobertura de Superficies Con Imágenes en AutoCAD Civil 3DDocument2 pagesCobertura de Superficies Con Imágenes en AutoCAD Civil 3DlmgeomensorNo ratings yet
- J NSR 10 PDFDocument125 pagesJ NSR 10 PDFOctavio Andres SandovalNo ratings yet
- Mapa Conceptual - La Sistematizacion Dle SaberDocument1 pageMapa Conceptual - La Sistematizacion Dle Saberjhon martinesNo ratings yet
- Taller ParcialDocument3 pagesTaller Parcialddd0511No ratings yet
- LG GM b258rs Manual de UsuarioDocument40 pagesLG GM b258rs Manual de Usuariomiguel eliezer ponciano c.No ratings yet
- Resistencia IiDocument13 pagesResistencia IiMaik A Secas0% (1)
- Resultados Leche 1Document23 pagesResultados Leche 1Maria Ofelia AnculleNo ratings yet
- El SolDocument4 pagesEl SolNath E VizueteNo ratings yet
- Energía Solar FotovoltaicaDocument8 pagesEnergía Solar FotovoltaicaMonica Abarca Galicio0% (1)
- Tarea 8 CompletaDocument16 pagesTarea 8 CompletaBENITES GASTAÑADUI RODRIGO SEBASTIANNo ratings yet
- Practica 3 Lab FisicaDocument5 pagesPractica 3 Lab FisicaLFNo ratings yet
- Catalogo Dakota AriDocument195 pagesCatalogo Dakota AriJonathan AlejosNo ratings yet
- Aprender en Siglo 21 TP2Document13 pagesAprender en Siglo 21 TP2camilo bacelliNo ratings yet
- Mecanica de SuelosDocument9 pagesMecanica de SuelosJohn SabandoNo ratings yet
- Práctica 5 Halogenación de ParafinasDocument3 pagesPráctica 5 Halogenación de ParafinasRandy ChanatasiNo ratings yet
- Marco TeoricoDocument4 pagesMarco TeoricoFranklin Vargas GòmezNo ratings yet
- Estructuras SedimentariasDocument42 pagesEstructuras Sedimentariasluis_1024No ratings yet