You might also like
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- INDIAN BOILER REGULATIONDocument33 pagesINDIAN BOILER REGULATIONBrijraj Pandey100% (5)
- Indian Boilers Act and Regulations GuideDocument63 pagesIndian Boilers Act and Regulations GuideDurga Prasad100% (1)
- Ibr 1923 ActDocument18 pagesIbr 1923 Actparag14No ratings yet
- Ibr GuidelinesDocument1 pageIbr GuidelinesManeesh DwivediNo ratings yet
- Lloyd's Register's Guide To Understanding Ibr-1950 - inDocument12 pagesLloyd's Register's Guide To Understanding Ibr-1950 - inthehindu100% (1)
- 4.IBR Rules PDFDocument87 pages4.IBR Rules PDFKiran Sahu67% (3)
- Important Indian Boiler RegulationsDocument87 pagesImportant Indian Boiler RegulationsPrakash Kakani100% (2)
- Understanding IBR 1950Document7 pagesUnderstanding IBR 1950sammar_10No ratings yet
- Ibr BookDocument33 pagesIbr BookRaja JayachandranNo ratings yet
- Indian Boiler Regulations 1950Document150 pagesIndian Boiler Regulations 1950mishtinil33% (3)
- An Introduction To Boiler Design Basics: Budi L HakimDocument99 pagesAn Introduction To Boiler Design Basics: Budi L HakimJaya DiNo ratings yet
- Power Plant FamiliarizationDocument74 pagesPower Plant Familiarizationashish2086No ratings yet
- Efficiency-Boiler & TurbineDocument21 pagesEfficiency-Boiler & TurbineAnand Swami100% (1)
- Ibr Calculation Boiler Integral PipingDocument25 pagesIbr Calculation Boiler Integral PipingP s Jagatheesan100% (1)
- Highlight of IBRDocument15 pagesHighlight of IBRAnonymous XBq5J84No ratings yet
- Increasing Efficiency of Boiler Using ScaphDocument11 pagesIncreasing Efficiency of Boiler Using ScaphInternational Journal of Innovative Science and Research Technology100% (1)
- CFBCDocument84 pagesCFBCBottle Mani100% (3)
- 2.ibr Related TheoryDocument29 pages2.ibr Related TheoryRaag SNo ratings yet
- Boiler FundamentalsDocument63 pagesBoiler Fundamentalsakrverma2011100% (1)
- Boiler Pressure PartsDocument67 pagesBoiler Pressure PartsAmul PontingNo ratings yet
- IBRDocument3 pagesIBRayon BhattacharyaNo ratings yet
- 45 TPH boiler inspection report highlights issuesDocument30 pages45 TPH boiler inspection report highlights issuesparthi20065768No ratings yet
- Boiler Drum DesignDocument3 pagesBoiler Drum Designtsrinivasan508350% (2)
- Pressure Parts 500MW BoilerDocument34 pagesPressure Parts 500MW BoilerAbhay Khobragade100% (1)
- Boiler Exam Questions on Technology, Operations and SafetyDocument9 pagesBoiler Exam Questions on Technology, Operations and SafetySandip Warbhe83% (6)
- Analysis of Tube Failure in Water Tube BoilerDocument16 pagesAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkNo ratings yet
- Materials: Pressure Parts and Applicable Service TemperaturesDocument14 pagesMaterials: Pressure Parts and Applicable Service Temperaturesmohan babuNo ratings yet
- APBOE exam prep guideDocument12 pagesAPBOE exam prep guideAnand Swami78% (18)
- Ibr CalculationsDocument9 pagesIbr Calculationsaroonchelikani67% (3)
- Contact Us Search Our Services: Click To Enable Adobe Flash PlayerDocument2 pagesContact Us Search Our Services: Click To Enable Adobe Flash Playert githenderNo ratings yet
- Boiler Feed PumpDocument88 pagesBoiler Feed PumpVivek Tiwari100% (8)
- Thermax IR-CFBC Conference Rajavel - DistributionDocument32 pagesThermax IR-CFBC Conference Rajavel - Distributionchada1971100% (4)
- Air PreheaterDocument31 pagesAir PreheaterAkashKishoreNo ratings yet
- Ibr - October 2003Document321 pagesIbr - October 2003deokarnitinp100% (2)
- Vizag Steel Plant WHRB RussiaDocument47 pagesVizag Steel Plant WHRB RussiakaustavNo ratings yet
- Boiler DesignDocument124 pagesBoiler Designsvvsreddy100% (1)
- Aadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftDocument167 pagesAadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftKathir SivaNo ratings yet
- Power Station FansDocument70 pagesPower Station FansShubham Verma100% (1)
- 660MW Air Cooled CondenserDocument26 pages660MW Air Cooled CondenserRaj_Jai030% (1)
- IBR CalculationDocument1 pageIBR CalculationKarthic Keyan100% (1)
- HMBD 15 MWDocument3 pagesHMBD 15 MWDebkumar958No ratings yet
- Ibr FormsDocument117 pagesIbr Formsshivabtowin3301No ratings yet
- Atmospheric Fluidised Bed Combustion BoilerDocument10 pagesAtmospheric Fluidised Bed Combustion BoilersushantNo ratings yet
- 600MW Training Manual of Boiler 20110326Document94 pages600MW Training Manual of Boiler 20110326chandhramohan100% (5)
- Boiler Erection ManualDocument51 pagesBoiler Erection ManualPhong Do100% (1)
- Performance Evaluation and Optimization of Air Preheater in Thermal Power PlantDocument9 pagesPerformance Evaluation and Optimization of Air Preheater in Thermal Power PlantIAEME PublicationNo ratings yet
- Indian Boiler Act 1923Document10 pagesIndian Boiler Act 1923parthi20065768No ratings yet
- AFBC Boiler Theoritical Analysis ReportDocument61 pagesAFBC Boiler Theoritical Analysis Reportynilesh94_2849714630% (2)
- 02.case Study On Boiler Tube Failure at JPLDocument8 pages02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84No ratings yet
- 15 TPH FBC Boiler Technical DetailsDocument348 pages15 TPH FBC Boiler Technical DetailsMuttappa T JainapurNo ratings yet
- CG2013 BhelDocument40 pagesCG2013 BhelPiyush GodseNo ratings yet
- Chemical Dosing SystemsDocument6 pagesChemical Dosing Systemsnaveenbaskaran1989100% (2)
- IbrDocument4 pagesIbrJayesh100% (1)
- IBR Rules and Standards for Civics DocumentsDocument4 pagesIBR Rules and Standards for Civics DocumentsPradeep KumarNo ratings yet
- Applicability of IBR in Process PlantsDocument25 pagesApplicability of IBR in Process PlantsNAMONo ratings yet
- 3 Ibr DescriptionDocument2 pages3 Ibr DescriptionThiruThirunavukkarasuNo ratings yet
- BoilerDocument36 pagesBoilerGanesh MuruganNo ratings yet
- Piping BasisDocument32 pagesPiping Basislowermine100% (2)
- Indian Boiler Regulation: Reulation. 4 Standard RequirementsDocument7 pagesIndian Boiler Regulation: Reulation. 4 Standard Requirementssandi1111No ratings yet
- 02.intro To Oil and Gas IndustryDocument61 pages02.intro To Oil and Gas IndustryPetropipe AcademyNo ratings yet
- Pdms CommandsDocument10 pagesPdms CommandsEliomar RivasNo ratings yet
- Offshore Platform SmallerDocument1 pageOffshore Platform SmallerBaba JohnehNo ratings yet
- Offshore Oil and ProdDocument101 pagesOffshore Oil and ProdSuresh Erath100% (5)
- Offshore Platform ArrangeDocument37 pagesOffshore Platform ArrangePetropipe AcademyNo ratings yet
- Distillation Column PipingDocument57 pagesDistillation Column PipingKaran Singh92% (13)
- Pdms CommandsDocument10 pagesPdms CommandsEliomar RivasNo ratings yet
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFDocument16 pagesGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- Elbows for Piping SystemsDocument9 pagesElbows for Piping SystemsPetropipe AcademyNo ratings yet
- Free ConvectionDocument3 pagesFree Convectionmspd2003No ratings yet
- GIW Pump Curves PDFDocument126 pagesGIW Pump Curves PDFmushava nyoka0% (1)
- Route (ZMR G3) : Use ManualDocument24 pagesRoute (ZMR G3) : Use ManualAlejandro MartinezNo ratings yet
- Hydrogen and SAF For Aviation 1696853988Document17 pagesHydrogen and SAF For Aviation 1696853988Gurvinder SinghNo ratings yet
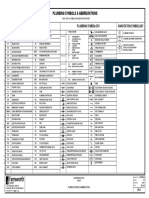
- Plumbing Symbols & AbbreviationsDocument8 pagesPlumbing Symbols & AbbreviationsThel Cruz100% (1)
- Jim LaGrone 2Document31 pagesJim LaGrone 2Ridwan ChandraNo ratings yet
- JFM - Tryggvason - Burner - Effect of Bubble Deformation On The Properties of Bubbly FlowsDocument42 pagesJFM - Tryggvason - Burner - Effect of Bubble Deformation On The Properties of Bubbly FlowsSubhajit BiswasNo ratings yet
- FMHM GTU Study Material E-Notes Unit-1 06042020040340PMDocument21 pagesFMHM GTU Study Material E-Notes Unit-1 06042020040340PMIas IfsNo ratings yet
- High Pressure Components and Systems For Critical Ser Vice ApplicationsDocument24 pagesHigh Pressure Components and Systems For Critical Ser Vice ApplicationsdbmingoNo ratings yet
- Ac Voltage Compressors 07-2019 Desk490a802 PDFDocument212 pagesAc Voltage Compressors 07-2019 Desk490a802 PDFsaid3232No ratings yet
- Absorbers - Separations - Chemical - MEL Equipment Encyclopedia 4 PDFDocument10 pagesAbsorbers - Separations - Chemical - MEL Equipment Encyclopedia 4 PDFTeo Pui KuanNo ratings yet
- Amines: Guide to Gas Treating Processes & Primary EquipmentDocument152 pagesAmines: Guide to Gas Treating Processes & Primary EquipmentMubin Ashraf Sheikh100% (3)
- CatalogDocument4 pagesCatalogAledinho10No ratings yet
- Venturi meter experiment proceduresDocument2 pagesVenturi meter experiment proceduresAnonymous mRBbdopMKf100% (1)
- Presentation - H2S Training REV.2 - End User (English) ANSI-Z390Document34 pagesPresentation - H2S Training REV.2 - End User (English) ANSI-Z390Rustam36No ratings yet
- Tower A chilled water pipe sizing and loss calculationDocument3 pagesTower A chilled water pipe sizing and loss calculationceshesolNo ratings yet
- Ultrox MedicalDocument2 pagesUltrox MedicalAbu HuzeifaNo ratings yet
- Pumps Catalog en PDFDocument36 pagesPumps Catalog en PDFHABIB PIRZADANo ratings yet
- Hydraulics Lecture Part I (Introduction)Document46 pagesHydraulics Lecture Part I (Introduction)Kristal AbalosNo ratings yet
- Chemical Engineering Journal: 2 John-Timothy Anyanwu, Yiren Wang, Ralph T. YangDocument10 pagesChemical Engineering Journal: 2 John-Timothy Anyanwu, Yiren Wang, Ralph T. YangMD Redwan IslamNo ratings yet
- Calculator - Saturated Steam Table by Temperature - TLVDocument2 pagesCalculator - Saturated Steam Table by Temperature - TLVhej hejNo ratings yet
- Ongc BopDocument385 pagesOngc BopFSTNo ratings yet
- Mechanical Vapor RecompressionDocument9 pagesMechanical Vapor Recompressionnarayana reddy0% (1)
- USABlueBook - E+H Deltabar M PMD55 Blind Transmitter, 0-45PSIDocument2 pagesUSABlueBook - E+H Deltabar M PMD55 Blind Transmitter, 0-45PSIAnonymous FZs3yBHh7No ratings yet
- Critical properties of elements and compoundsDocument2 pagesCritical properties of elements and compoundsWulfranoSánchezNo ratings yet
- Study of Vapour Absorption System Using Waste Heat-F0283439Document6 pagesStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxNo ratings yet
- Underbalanced Drilling and Overbalanced PDFDocument4 pagesUnderbalanced Drilling and Overbalanced PDFBjxNo ratings yet
- Hydraulic Machines - TurbinesDocument52 pagesHydraulic Machines - Turbinesxyz100% (1)
- Aqua Silencer Report 2Document25 pagesAqua Silencer Report 2avikashNo ratings yet
- BSS Guide Chap7Document38 pagesBSS Guide Chap7handoyo_eko20017573No ratings yet