You might also like
- Computer Numeric Control: Prof. J. Ramkumar Department of Mechanical Engineering IIT KanpurDocument48 pagesComputer Numeric Control: Prof. J. Ramkumar Department of Mechanical Engineering IIT KanpurHassnain MohdNo ratings yet
- CncDocument48 pagesCncabdifatah.nadir.snu.eduNo ratings yet
- CNC MachinesDocument52 pagesCNC Machinespranav sharmaNo ratings yet
- Computer Numeric Control: Utkarsh AgarwalDocument30 pagesComputer Numeric Control: Utkarsh AgarwalUtkarshNo ratings yet
- CNC Machine Tools IntroductionDocument4 pagesCNC Machine Tools Introductionchandiran88No ratings yet
- Report of Servo MotorDocument3 pagesReport of Servo MotorMUHAMMAD KASHIFNo ratings yet
- MCU and Components of the NC SystemDocument7 pagesMCU and Components of the NC SystemKavuri PhaniNo ratings yet
- Objective: Theory:: Indian Institute of Information Technology, Design & Manufacturing, Jabalpur (M.P.)Document3 pagesObjective: Theory:: Indian Institute of Information Technology, Design & Manufacturing, Jabalpur (M.P.)Ansh NarulaNo ratings yet
- Eceg-5401 2Document37 pagesEceg-5401 2Kide Bay0% (1)
- CNC MCU Act Sys and MCU OrganisationDocument6 pagesCNC MCU Act Sys and MCU OrganisationsaitejaNo ratings yet
- Intro To CNC and Main Parts of CNCDocument18 pagesIntro To CNC and Main Parts of CNCsank_knasNo ratings yet
- Permanent Magnet Synchronous Motor ControlDocument3 pagesPermanent Magnet Synchronous Motor ControlMarcin KowalskiNo ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document8 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Open and Close Loop SystemDocument27 pagesOpen and Close Loop Systemnagendrakushwaha007No ratings yet
- CNC System: 2.1 Machine StructureDocument5 pagesCNC System: 2.1 Machine StructurePilar García SímbalaNo ratings yet
- Brushed DC Sensorless FeedbackDocument3 pagesBrushed DC Sensorless FeedbackHoon Miew JieNo ratings yet
- 1.1 Objective:: MBICTDocument47 pages1.1 Objective:: MBICTsagarparikh31yahoo_cNo ratings yet
- CNC ManualDocument49 pagesCNC ManualThiagarajan VenugopalNo ratings yet
- ActuatorDocument61 pagesActuatorforeverdieselNo ratings yet
- Submitted To Mr. Amol Purohit ECE Department Submitted by Shivam Varshney EC4 Year Sec b2 11EVJEC089Document20 pagesSubmitted To Mr. Amol Purohit ECE Department Submitted by Shivam Varshney EC4 Year Sec b2 11EVJEC089Malvika DiddeeNo ratings yet
- Intro To CNCDocument28 pagesIntro To CNCnaga100% (1)
- CNC Report Bhel Haridwar Summer Training Report Electronic & CommunicationDocument29 pagesCNC Report Bhel Haridwar Summer Training Report Electronic & Communicationritika_arora19067% (3)
- Computer Aided Manufacturing: By: Gashaw D. (PH .)Document33 pagesComputer Aided Manufacturing: By: Gashaw D. (PH .)Mulugeta WoldeNo ratings yet
- Unit 1 Part 1.2Document6 pagesUnit 1 Part 1.2Abhishek KumarNo ratings yet
- Technical Information: Product Finder Home PageDocument6 pagesTechnical Information: Product Finder Home PageawemetalNo ratings yet
- Controlling Stepper/DC/Servo Motors With Arduino/NI DAQ/PMACDocument17 pagesControlling Stepper/DC/Servo Motors With Arduino/NI DAQ/PMACandita ranniNo ratings yet
- CNC Machine Drive TypesDocument13 pagesCNC Machine Drive TypesSukanth Kannan100% (1)
- Motors Encoders EtcDocument9 pagesMotors Encoders Etcaqtu12fucNo ratings yet
- Control system force-voltage analogyDocument18 pagesControl system force-voltage analogyAjeet Kumar shuklaNo ratings yet
- CNC MachineDocument70 pagesCNC Machinejacky hansdah100% (1)
- DC_AC_SERVOMOTORSDocument17 pagesDC_AC_SERVOMOTORSVi GaneshNo ratings yet
- ServomechanismDocument11 pagesServomechanismits RoddurNo ratings yet
- DC ServomotorDocument16 pagesDC ServomotorNSS18EE048 BILINE KCNo ratings yet
- Build your own Continuous Rotation Servo with Encoder LabDocument8 pagesBuild your own Continuous Rotation Servo with Encoder LabGoran MiljkovicNo ratings yet
- NC and CNC MachinesDocument25 pagesNC and CNC MachinesSabiha Hajdarbegović-HafizovićNo ratings yet
- SERVO MOTORS: Structure, Types, Applications and MoreDocument22 pagesSERVO MOTORS: Structure, Types, Applications and MoreJavierNo ratings yet
- Ee2257 LMDocument104 pagesEe2257 LMthamizmaniNo ratings yet
- (P1) Modul DC Motor Speed Control SystemDocument13 pages(P1) Modul DC Motor Speed Control SystemTito Bambang Priambodo - 6726No ratings yet
- CH 3-Part I - CNC Machine ToolsDocument39 pagesCH 3-Part I - CNC Machine ToolsAshenafi DressNo ratings yet
- Classification of CNC MachineDocument11 pagesClassification of CNC Machineaqtu12fuc81% (16)
- Theory Class - 4Document7 pagesTheory Class - 4MOUSIN PASHANo ratings yet
- Theory DC ServoMDocument3 pagesTheory DC ServoMKaustubh DesaiNo ratings yet
- Adv - Micro. DC Motor Control With L293D Motor Driver IC and ArduinoDocument25 pagesAdv - Micro. DC Motor Control With L293D Motor Driver IC and Arduinowillingcoder.billionaireNo ratings yet
- Servo MotorDocument4 pagesServo MotorWasil BabarNo ratings yet
- ActuatorsDocument9 pagesActuatorsAvinash BaldiNo ratings yet
- Control system componentsDocument6 pagesControl system componentsRakesh KumarNo ratings yet
- CNC-H4-T Numerical Control System for Vertical LatheDocument8 pagesCNC-H4-T Numerical Control System for Vertical LatheRobert GiangNo ratings yet
- Rotate servo motor according to X, Y coordinatesDocument3 pagesRotate servo motor according to X, Y coordinatespradnya sadigaleNo ratings yet
- Rotate servo motor according to X, Y coordinatesDocument3 pagesRotate servo motor according to X, Y coordinatespradnya sadigaleNo ratings yet
- Motorised Screw JackDocument4 pagesMotorised Screw JackhidaiNo ratings yet
- Arbaminch University: Facality of Electrical and Computer Engineering Interface and Micro Computer Progect Steper MotorDocument12 pagesArbaminch University: Facality of Electrical and Computer Engineering Interface and Micro Computer Progect Steper MotorEphrem DanielNo ratings yet
- 2nd unitCNC-1Document118 pages2nd unitCNC-1Sundar AnandNo ratings yet
- Angular Accuracy Back EMFDocument8 pagesAngular Accuracy Back EMFSoudamini HansdahNo ratings yet
- Control System Lab ManualDocument76 pagesControl System Lab ManualYuvaraj Shan50% (2)
- Everything You Need to Know About Motors and DriversDocument15 pagesEverything You Need to Know About Motors and Driverskbp qawaNo ratings yet
- Servo MotorDocument3 pagesServo Motormuneeb saeedNo ratings yet
- Elements of CNCDocument33 pagesElements of CNCramasandyaNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetNo ratings yet
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetFrom EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetRating: 2 out of 5 stars2/5 (1)
- Lesson 2 Building Data Model in SalesforceDocument78 pagesLesson 2 Building Data Model in SalesforceChaudhary AlishaNo ratings yet
- Kollmorgen PMA Series CatalogDocument6 pagesKollmorgen PMA Series CatalogElectromateNo ratings yet
- BC Zong ProjectDocument25 pagesBC Zong Projectshahbaz awanNo ratings yet
- Sharp Lc-46d65u & Lc-52d65u Final LCD TV SMDocument56 pagesSharp Lc-46d65u & Lc-52d65u Final LCD TV SMDan PrewittNo ratings yet
- Five Nights at Freddy's The Ultimate Guide Five Nights at Freddy's Wiki FandomDocument1 pageFive Nights at Freddy's The Ultimate Guide Five Nights at Freddy's Wiki FandomAmto Hosima0% (1)
- Tar 19 GZBDocument11 pagesTar 19 GZBRitesh SrivastavaNo ratings yet
- Po Ex en 170413 WebDocument1 pagePo Ex en 170413 Webswordleee swordNo ratings yet
- Support Vector Machines & Kernels: David Sontag New York UniversityDocument19 pagesSupport Vector Machines & Kernels: David Sontag New York UniversityramanadkNo ratings yet
- Cv-Sreenath (T&i)Document5 pagesCv-Sreenath (T&i)sreenaths100% (1)
- Catalogo 3wl lv10-1 2016 en PDFDocument116 pagesCatalogo 3wl lv10-1 2016 en PDF- witaratamaNo ratings yet
- Subcooling Flow BoilingDocument8 pagesSubcooling Flow BoilingBokiNo ratings yet
- A Homemade Edison Tinfoil PhonographDocument32 pagesA Homemade Edison Tinfoil PhonographGabriel MedinaNo ratings yet
- Coupled Scheme CFDDocument3 pagesCoupled Scheme CFDJorge Cruz CidNo ratings yet
- Physics Sample ProblemsDocument5 pagesPhysics Sample ProblemsEdin Abolencia0% (1)
- BDS Maschinen MABasicDocument4 pagesBDS Maschinen MABasicJOAQUINNo ratings yet
- My Dream in The Drawer English Bookdash FKB StoriesDocument19 pagesMy Dream in The Drawer English Bookdash FKB StoriesonkNo ratings yet
- Devops Training in Bangalore - Devops Training in Bangalore MarathahalliDocument8 pagesDevops Training in Bangalore - Devops Training in Bangalore MarathahalliitrainNo ratings yet
- SNMP Tutorial PDFDocument24 pagesSNMP Tutorial PDFSrivignessh PssNo ratings yet
- ASHIDA Product CatalogueDocument4 pagesASHIDA Product Cataloguerahulyadav2121545No ratings yet
- Contemporary Issues in MarketingDocument23 pagesContemporary Issues in MarketingKumaran Balasubramanian0% (1)
- Auto TurnDocument156 pagesAuto TurnrrrraduNo ratings yet
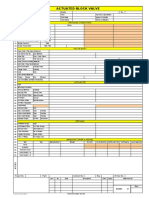
- DSS2060D Actuated Block Valve DatasheetDocument1 pageDSS2060D Actuated Block Valve Datasheetkrishna kumarNo ratings yet
- Assignment ADocument2 pagesAssignment AUbair khan0% (3)
- O LVL RDocument85 pagesO LVL RRudra KumarNo ratings yet
- Project Management ProcessDocument23 pagesProject Management ProcessMuhammad Sajid Saeed100% (2)
- BGA ENG MATL TS 0006 Cathodic Protection Rev 02aDocument26 pagesBGA ENG MATL TS 0006 Cathodic Protection Rev 02aGururaj P KundapurNo ratings yet
- IalDocument24 pagesIalWMONTOYA4897No ratings yet
- Database Architecture and Concepts ExplainedDocument17 pagesDatabase Architecture and Concepts Explainedshabbirjamali0% (1)
- Refrigerant Tracking User Guide 2013Document13 pagesRefrigerant Tracking User Guide 2013corrigomarketingNo ratings yet
- Generator Protection Unit, GPU-3 Data Sheet Generator Protection Unit, GPU-3 Data SheetDocument11 pagesGenerator Protection Unit, GPU-3 Data Sheet Generator Protection Unit, GPU-3 Data SheetJhoan ariasNo ratings yet