You might also like
- La Cadena de SuministroDocument20 pagesLa Cadena de Suministrojudith chura100% (1)
- S1.1 Metodos de UbicacionDocument51 pagesS1.1 Metodos de UbicacionJesus BartoloNo ratings yet
- Lavadora TupesaDocument5 pagesLavadora Tupesajudith churaNo ratings yet
- CadsumDocument23 pagesCadsumHP_PaulNo ratings yet
- Fuerzas de PorteDocument1 pageFuerzas de Portejudith churaNo ratings yet
- La Evaluacion InternaDocument81 pagesLa Evaluacion Internajudith churaNo ratings yet
- 6 SigmaDocument8 pages6 Sigmajudith churaNo ratings yet
- Página Tiempo Traducción OracionesDocument1 pagePágina Tiempo Traducción Oracionesjudith churaNo ratings yet
- Aplicación Practica Del Programa de PersonalDocument10 pagesAplicación Practica Del Programa de Personaljudith churaNo ratings yet
- De Que HablamosDocument21 pagesDe Que Hablamosjudith churaNo ratings yet
- TesisDocument10 pagesTesisjudith churaNo ratings yet
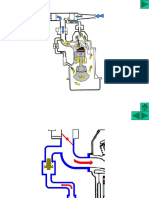
- Vapores Aceite PCVDocument7 pagesVapores Aceite PCVjudith churaNo ratings yet
- Aplicación Practica Del Programa de PersonalDocument10 pagesAplicación Practica Del Programa de Personaljudith churaNo ratings yet
- Sistema de LubricacionDocument10 pagesSistema de Lubricacionjudith churaNo ratings yet
- Caja de Cambio-ChuraDocument21 pagesCaja de Cambio-Churajudith churaNo ratings yet
- Suavizado Mat y ObsDocument3 pagesSuavizado Mat y Obsjudith churaNo ratings yet
- A2 Electricidad Basica PDFDocument123 pagesA2 Electricidad Basica PDFyersonNo ratings yet
- Gestion de Operaciones PDFDocument205 pagesGestion de Operaciones PDFjudith churaNo ratings yet
- Emisiones ContaminantesDocument20 pagesEmisiones ContaminantesMauricio GarciaNo ratings yet
- NeumaticoDocument10 pagesNeumaticojudith churaNo ratings yet
- Labo 4Document15 pagesLabo 4judith churaNo ratings yet
- F-1 Proceso de Toma de DecisionesDocument40 pagesF-1 Proceso de Toma de Decisionesjudith churaNo ratings yet
- Materiales Observaciones ANTIESTATICODocument3 pagesMateriales Observaciones ANTIESTATICOjudith churaNo ratings yet
- Mecanica JoseDocument9 pagesMecanica Josejudith churaNo ratings yet
- CraftDocument2 pagesCraftjudith churaNo ratings yet
- Clúster TexmodDocument1 pageClúster Texmodjudith churaNo ratings yet
- Hilos TexturizadosDocument1 pageHilos Texturizadosjudith churaNo ratings yet
- Suavizado Mat y ObsDocument3 pagesSuavizado Mat y Obsjudith churaNo ratings yet
- Analisis de Propiedades en Tintoreria y AcabadosDocument9 pagesAnalisis de Propiedades en Tintoreria y Acabadosjudith churaNo ratings yet
- Generalidades de Los Costos y Tasa Presupuestada-1Document17 pagesGeneralidades de Los Costos y Tasa Presupuestada-1Sebastian Narvaez TNo ratings yet
- Primer Informe de ConcretoDocument6 pagesPrimer Informe de Concretoalcides gonzales crisoloNo ratings yet
- Anexo 3 Muy Imp Caso-Neck-NeckDocument55 pagesAnexo 3 Muy Imp Caso-Neck-NeckDamaris ScafaruNo ratings yet
- Infografia - Emergencia SanitariaDocument1 pageInfografia - Emergencia SanitariaAnyeli Quispe FloresNo ratings yet
- Distribucuin de Planta (Layout)Document20 pagesDistribucuin de Planta (Layout)Thait Marly Carbajal OlorteguiNo ratings yet
- Identificación de Oportunidades de Negocio - 1Document8 pagesIdentificación de Oportunidades de Negocio - 1EDUARDO XAVIER DEMERA COCHANCELA100% (1)
- Matriz PeyeaDocument24 pagesMatriz PeyeaJorgeAparicioB100% (2)
- EmprendimientoDocument60 pagesEmprendimientoLizzie VerónicaNo ratings yet
- Hallar La Solución de Las Siguientes Integrales Paso A PasoDocument10 pagesHallar La Solución de Las Siguientes Integrales Paso A PasoIvan PachecoNo ratings yet
- Evolucion La Web ActualDocument31 pagesEvolucion La Web ActualJean ChungaNo ratings yet
- Copia Bit A BitDocument11 pagesCopia Bit A BitMarcos Alberto Mosqueda SotoNo ratings yet
- Planificación HESA-2019-02 Hasta Primer ParcialDocument4 pagesPlanificación HESA-2019-02 Hasta Primer ParcialAgustina EskenaziNo ratings yet
- 26311VNR 2020 Honduras Report Spanish PDFDocument108 pages26311VNR 2020 Honduras Report Spanish PDFJuan EspinozaNo ratings yet
- FICHA DESCRIPTIVA Milagros RiosDocument2 pagesFICHA DESCRIPTIVA Milagros RiosMILAGROS DEL CARMEN RIOS DEVIEZNo ratings yet
- Plan de Mercadeo para La Empresa Biomédica Colombia S.AsDocument79 pagesPlan de Mercadeo para La Empresa Biomédica Colombia S.Asbristvargas555No ratings yet
- Visual Basic NetDocument367 pagesVisual Basic NetAlberto Moreno Cueva100% (9)
- AC Informacion Basica Clientes Prospectivos Banco Solidario SADocument5 pagesAC Informacion Basica Clientes Prospectivos Banco Solidario SAPaul Josue Baltazar MendozaNo ratings yet
- ATENCION PRIMARIA DE SALUD EN BOLIVIA (dISK 3)Document24 pagesATENCION PRIMARIA DE SALUD EN BOLIVIA (dISK 3)Angel Junior Alvarez CatuntaNo ratings yet
- Partes de Un Taladro de Columna o ArbolDocument5 pagesPartes de Un Taladro de Columna o ArbolEduwin Denis Salvador Britto25% (4)
- El Proceso DesicionalDocument19 pagesEl Proceso DesicionalMilton NCNo ratings yet
- Contrato 2Document7 pagesContrato 2B Melendez JudithNo ratings yet
- Procedimientos de TrabajosDocument24 pagesProcedimientos de TrabajosAnonymous GWr0HMNo ratings yet
- Canales y Trade MarketingDocument153 pagesCanales y Trade MarketingArturo NavarroNo ratings yet
- Solicito Nuevo Plazo para Cancelar El Acuerdo Reparatorio. CIELO DIAZ DANY ALBERTODocument2 pagesSolicito Nuevo Plazo para Cancelar El Acuerdo Reparatorio. CIELO DIAZ DANY ALBERTOFreddy David Valverde PonteNo ratings yet
- CuadroDocument1 pageCuadroDeicy MartínezNo ratings yet
- A08539 Rev3 Laboratorios CalierDocument3 pagesA08539 Rev3 Laboratorios CalierFernando Álvarez AllerNo ratings yet
- Capacidad de Un ProcesoDocument4 pagesCapacidad de Un ProcesoStefy MosqueraNo ratings yet
- Incidencia Del Manejo Del Comercio Electronico en La Venta Del Producto Turistico en Agencias de Viajes y TurismoDocument7 pagesIncidencia Del Manejo Del Comercio Electronico en La Venta Del Producto Turistico en Agencias de Viajes y TurismobacilioNo ratings yet
- Relleno Sanitarios Los RiosDocument34 pagesRelleno Sanitarios Los RiosPedro Antonio Martinez Del RioNo ratings yet
- RSSO2020Document345 pagesRSSO2020seguri dadNo ratings yet