You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- (CDA) Pub-22 Copper For BusbarsDocument116 pages(CDA) Pub-22 Copper For Busbarsnooruddinkhan1100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Quantum Field Theory A Modern Introduction (Michio Kaku)Document8 pagesQuantum Field Theory A Modern Introduction (Michio Kaku)Daniel Parra0% (1)
- Die PreparationDocument6 pagesDie PreparationEllen Kay CacatianNo ratings yet
- DTFSDocument3 pagesDTFSEllen Kay Cacatian0% (1)
- DTFSDocument3 pagesDTFSEllen Kay Cacatian0% (1)
- The External Rate of Return MethodDocument5 pagesThe External Rate of Return MethodEllen Kay Cacatian80% (5)
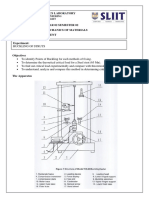
- Buckling of Struts Lab GuideDocument6 pagesBuckling of Struts Lab GuideMohamed Zamri0% (1)
- Torque Vs Tension Interpretation Instructions Rev 6Document25 pagesTorque Vs Tension Interpretation Instructions Rev 6Kurt Kandora MontroneNo ratings yet
- Rate Process 3rd Exam Lec1Document80 pagesRate Process 3rd Exam Lec1Ellen Kay CacatianNo ratings yet
- Failure AnalysisDocument2 pagesFailure AnalysisEllen Kay CacatianNo ratings yet
- PiezoelectricDocument19 pagesPiezoelectricEllen Kay CacatianNo ratings yet
- OchureDocument12 pagesOchureEllen Kay CacatianNo ratings yet
- Liquid Crystals and LCDsDocument20 pagesLiquid Crystals and LCDsEllen Kay CacatianNo ratings yet
- Wafer BackgrindDocument5 pagesWafer BackgrindEllen Kay CacatianNo ratings yet
- Q TensorDocument12 pagesQ TensorEllen Kay CacatianNo ratings yet
- Wirebond StepsDocument13 pagesWirebond StepsEllen Kay CacatianNo ratings yet
- Die OvercoatDocument4 pagesDie OvercoatEllen Kay CacatianNo ratings yet
- MarkingDocument5 pagesMarkingEllen Kay CacatianNo ratings yet
- Polymer Stabilize Liquid Crystals (PSLCS)Document43 pagesPolymer Stabilize Liquid Crystals (PSLCS)Ellen Kay CacatianNo ratings yet
- Die AttachDocument8 pagesDie AttachEllen Kay Cacatian100% (1)
- X-RayDiffraction - Copy For StudentsDocument11 pagesX-RayDiffraction - Copy For StudentsEllen Kay CacatianNo ratings yet
- Liquid Crystals and LCDsDocument20 pagesLiquid Crystals and LCDsEllen Kay CacatianNo ratings yet
- Q 1Document34 pagesQ 1Ellen Kay CacatianNo ratings yet
- The Payback (Payout) Period Method PresentationDocument8 pagesThe Payback (Payout) Period Method PresentationEllen Kay CacatianNo ratings yet
- Report Mse40Document16 pagesReport Mse40Ellen Kay CacatianNo ratings yet
- Polymer Liquid CrystalsDocument17 pagesPolymer Liquid CrystalsEllen Kay CacatianNo ratings yet
- Light ShutterDocument2 pagesLight ShutterEllen Kay CacatianNo ratings yet
- PDLCDocument13 pagesPDLCEllen Kay CacatianNo ratings yet
- Capitalized Worth MethodDocument5 pagesCapitalized Worth MethodEllen Kay CacatianNo ratings yet
- Income Taxes ReportDocument27 pagesIncome Taxes ReportEllen Kay CacatianNo ratings yet
- Installment FinancingDocument10 pagesInstallment FinancingEllen Kay CacatianNo ratings yet
- Nature and Functions of Urban Planning: Ongsu HOIDocument4 pagesNature and Functions of Urban Planning: Ongsu HOIEllen Kay CacatianNo ratings yet
- Lecture 4 Moral FrameworksDocument15 pagesLecture 4 Moral FrameworksEllen Kay CacatianNo ratings yet
- Lecture 3 Codes of EthicsDocument12 pagesLecture 3 Codes of EthicsEllen Kay CacatianNo ratings yet
- Mould Fluxes in The Steel Continuous Casting ProcessDocument30 pagesMould Fluxes in The Steel Continuous Casting ProcessUgur KayaNo ratings yet
- Synthesis of Inorganic Solids Using MicrowavesDocument14 pagesSynthesis of Inorganic Solids Using MicrowavesMuaathe IbrahimNo ratings yet
- Uv-Visible Spectroscopy - Spectra: Chemguide - QuestionsDocument3 pagesUv-Visible Spectroscopy - Spectra: Chemguide - Questionsزينبالجنابي100% (1)
- Domino MagnificationDocument13 pagesDomino MagnificationYoceli RecobaNo ratings yet
- PPTDocument12 pagesPPTChandan V ChanduNo ratings yet
- Engg Mech and Strength of MaterialsDocument73 pagesEngg Mech and Strength of MaterialsClaire NecesitoNo ratings yet
- Energy For ProductivityDocument65 pagesEnergy For ProductivityNurettinAlpNo ratings yet
- Uht-56 Asme Viii Div 1 2010Document1 pageUht-56 Asme Viii Div 1 2010Germán Lobo Clavijo100% (1)
- MORRIS JR., J. W. Overview of Dislocation Plasticity.Document36 pagesMORRIS JR., J. W. Overview of Dislocation Plasticity.Vitor Scarabeli BarbosaNo ratings yet
- Physics Project XiiDocument35 pagesPhysics Project XiiParinita Jamuar86% (7)
- Find arc lengths, sector areas, and radii of circlesDocument4 pagesFind arc lengths, sector areas, and radii of circlesSupriti Sarker100% (1)
- Emissivity Measurement of Radiating SurfacesDocument4 pagesEmissivity Measurement of Radiating Surfacesashish100% (1)
- List of Dynamical Systems and Differential Equations TopicsDocument6 pagesList of Dynamical Systems and Differential Equations TopicsSteeven AlquingaNo ratings yet
- Camless Engine PresentationDocument20 pagesCamless Engine PresentationRavi Bhadani80% (10)
- PhotometryDocument8 pagesPhotometryRajeev KhuranaNo ratings yet
- AQA Further Pure Mathematics 4: Matrices Section 1: Matrix AlgebraDocument3 pagesAQA Further Pure Mathematics 4: Matrices Section 1: Matrix AlgebraPham Viet AnhNo ratings yet
- .. Armin Hermann, The Genesis of Quantum Theory (1899-1913)Document12 pages.. Armin Hermann, The Genesis of Quantum Theory (1899-1913)P. R. SREENIVASANNo ratings yet
- Part II - Lecture 5: Expansion Waves (Prandtl-Meyer Flow)Document8 pagesPart II - Lecture 5: Expansion Waves (Prandtl-Meyer Flow)Watcharakorn Viva la VidaNo ratings yet
- Exp 2. AbstractDocument5 pagesExp 2. AbstractBrev Candare50% (2)
- The Bending Stress Flexure Formula: Formula. We First Write An Expression For The Bending Moment Produced by TheDocument2 pagesThe Bending Stress Flexure Formula: Formula. We First Write An Expression For The Bending Moment Produced by TheborahajayNo ratings yet
- Atomic ModelsDocument12 pagesAtomic ModelsDr Siva Kumar0% (1)
- Experiment 3.Document6 pagesExperiment 3.tracyymendozaNo ratings yet
- Design of HP HT Pipelines Against Lateral BucklingDocument20 pagesDesign of HP HT Pipelines Against Lateral BucklingHarmoni Andreas100% (1)
- Pile Load TestDocument57 pagesPile Load TestfaheemquestNo ratings yet
- CR 100454 NDocument60 pagesCR 100454 NLương Hữu BắcNo ratings yet
- Chang Electrochemistry PDFDocument1 pageChang Electrochemistry PDFggk2013No ratings yet