You might also like
- ABC Inventory ControlDocument63 pagesABC Inventory Controlsanjiv_nidamboor100% (2)
- Üretim 9.1Document63 pagesÜretim 9.1yogesh280785No ratings yet
- Inventory ManagementDocument12 pagesInventory ManagementnensimaeNo ratings yet
- Inventory AnnotatedDocument90 pagesInventory AnnotatedlaithNo ratings yet
- Reviewer Opm and TQMDocument7 pagesReviewer Opm and TQMRose Anne BautistaNo ratings yet
- Operations Management: Previous (Class #5) : Queueing and The OM TriangleDocument70 pagesOperations Management: Previous (Class #5) : Queueing and The OM TriangleChristina ZhangNo ratings yet
- Presented By:-Sarita Malviya Bharat Baldua Monika Ghodki Anamika BhargavDocument38 pagesPresented By:-Sarita Malviya Bharat Baldua Monika Ghodki Anamika BhargavBharat Baldua67% (3)
- Lesson 18-19-20!21!22 Inventory ManagementDocument4 pagesLesson 18-19-20!21!22 Inventory ManagementChaqib SultanNo ratings yet
- State The Classification of Inventory. (Apr-2014, Apr-2012) ClassificationDocument14 pagesState The Classification of Inventory. (Apr-2014, Apr-2012) ClassificationVishnu JangidNo ratings yet
- Solution To QuestionsDocument76 pagesSolution To QuestionsVipul AggarwalNo ratings yet
- OSCMDocument43 pagesOSCMSahil BhatNo ratings yet
- SC4 W1 Role Function & Types of InventoryDocument6 pagesSC4 W1 Role Function & Types of InventoryLiz BelasaNo ratings yet
- Invty MgtORDocument36 pagesInvty MgtORkevin punzalan100% (1)
- Inventory ManagementDocument77 pagesInventory Managementkevin punzalan100% (16)
- Inventory Management (Pertemuan V)Document85 pagesInventory Management (Pertemuan V)Asep RahmatullahNo ratings yet
- Inventory ControlDocument48 pagesInventory ControlvijiNo ratings yet
- Inventory ManagementDocument45 pagesInventory ManagementbamneakashfunNo ratings yet
- Inventory ManagmentDocument13 pagesInventory ManagmentSumitra SahooNo ratings yet
- Materials Management and Inventory Management: Unit 4Document33 pagesMaterials Management and Inventory Management: Unit 4Varsha PraburamNo ratings yet
- Inventory ControlDocument52 pagesInventory Controlaafanshahid180No ratings yet
- InventoryDocument34 pagesInventorymbapritiNo ratings yet
- EIE 4102 Lecture Topic 6Document27 pagesEIE 4102 Lecture Topic 6waireriannNo ratings yet
- Inventory Managementgroup 02Document37 pagesInventory Managementgroup 02Sharifa SadiaNo ratings yet
- Inventory Management Clase 1 Sept-Dic 2017Document20 pagesInventory Management Clase 1 Sept-Dic 2017cuatex1No ratings yet
- Inventory Management PDFDocument49 pagesInventory Management PDFVyVyNo ratings yet
- Chapter 4-Inventory ManagementDocument52 pagesChapter 4-Inventory ManagementNnokksNo ratings yet
- Material ManagementDocument0 pagesMaterial ManagementdeepakjothivelNo ratings yet
- inventoryAF FinalDocument47 pagesinventoryAF FinalPraveen YadavNo ratings yet
- Chapter- Managing Working CapitalDocument53 pagesChapter- Managing Working CapitalchandoraNo ratings yet
- Inventory Management Chapter 1 IntroductionDocument41 pagesInventory Management Chapter 1 IntroductionHungNo ratings yet
- Tools & Techniques of Inventory ManagementDocument15 pagesTools & Techniques of Inventory Managementtrendy FashionNo ratings yet
- IManage Presentation - by Dr. ErmitaDocument91 pagesIManage Presentation - by Dr. Ermitaバン ジョーNo ratings yet
- EOQ - PPT UNIT 2Document19 pagesEOQ - PPT UNIT 2Karan SharmaNo ratings yet
- Inventory Management: BY Priti SinghDocument42 pagesInventory Management: BY Priti SinghmbapritiNo ratings yet
- Introduction To Inventory Replenishment Planning: Chapter ContentsDocument6 pagesIntroduction To Inventory Replenishment Planning: Chapter ContentsSatyendra TamattaNo ratings yet
- Inventory ManagementDocument114 pagesInventory ManagementSalman HadiNo ratings yet
- Inventory and Payable ManagementDocument22 pagesInventory and Payable Managementparminder bajajNo ratings yet
- Chapter 4 Inventory MGTDocument26 pagesChapter 4 Inventory MGTRamadan DestaNo ratings yet
- Chapter11 PDFDocument22 pagesChapter11 PDFSairevanth ChakkaNo ratings yet
- Unit 5 - PPCDocument31 pagesUnit 5 - PPCRama Narasimha ReddyNo ratings yet
- CH 04 - Inventory Control Subject To Deterministic Demand - Part 01Document32 pagesCH 04 - Inventory Control Subject To Deterministic Demand - Part 01Abdullah AlsalemNo ratings yet
- Inventory Management-UssDocument66 pagesInventory Management-UssShahid SyedNo ratings yet
- OPTIMIZE INVENTORYDocument42 pagesOPTIMIZE INVENTORYNABARUN MAJUMDARNo ratings yet
- Optimize Inventory MgmtDocument5 pagesOptimize Inventory MgmtArham OrbNo ratings yet
- Inventory Management and ControlDocument4 pagesInventory Management and Controlprerna raiNo ratings yet
- Inventory ManagementDocument75 pagesInventory ManagementRahul KhannaNo ratings yet
- Inventory Management Techniques and ObjectivesDocument9 pagesInventory Management Techniques and Objectiveslipak chinaraNo ratings yet
- Control Involves Warehouse Management. This Includes:: InventoryDocument31 pagesControl Involves Warehouse Management. This Includes:: InventoryGhe de JesusNo ratings yet
- Introduction To Invnetory ManagementDocument18 pagesIntroduction To Invnetory ManagementKamal SanguriNo ratings yet
- Lecture 5 and 7 Logic of Supply Chain Management and MRP1,2Document41 pagesLecture 5 and 7 Logic of Supply Chain Management and MRP1,2Vasu GoelNo ratings yet
- Managing Working Capital Inventory ManagementDocument10 pagesManaging Working Capital Inventory ManagementAjay Kumar TakiarNo ratings yet
- Slides05 IE7200 GR Handout 2020R PDFDocument22 pagesSlides05 IE7200 GR Handout 2020R PDFSravan KumarNo ratings yet
- Block-6 Unit-17Document17 pagesBlock-6 Unit-17Ishita BhattNo ratings yet
- Surviving the Spare Parts Crisis: Maintenance Storeroom and Inventory ControlFrom EverandSurviving the Spare Parts Crisis: Maintenance Storeroom and Inventory ControlNo ratings yet
- Inventory Accounting: A Comprehensive GuideFrom EverandInventory Accounting: A Comprehensive GuideRating: 5 out of 5 stars5/5 (1)
- The Entrepreneur’S Dictionary of Business and Financial TermsFrom EverandThe Entrepreneur’S Dictionary of Business and Financial TermsNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Manufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesFrom EverandManufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Value EngineeringDocument2 pagesValue EngineeringShweta SaxenaNo ratings yet
- Importance of Entrepreneurship EducationDocument3 pagesImportance of Entrepreneurship EducationShweta SaxenaNo ratings yet
- Production ManagementDocument1 pageProduction ManagementShweta SaxenaNo ratings yet
- Plan for Success: The Importance of PlanningDocument17 pagesPlan for Success: The Importance of PlanningShweta SaxenaNo ratings yet
- A Presentation: ON Planning-Objectives, Policies and StrategiesDocument24 pagesA Presentation: ON Planning-Objectives, Policies and StrategiesShweta SaxenaNo ratings yet
- Importance of Just-In-TimeDocument4 pagesImportance of Just-In-TimeMANOHAR SIVVALA 20111632No ratings yet
- Chapter 6-Enterprise Resource Planning Systems: Principles of Supply Chain Management: A Balanced ApproachDocument44 pagesChapter 6-Enterprise Resource Planning Systems: Principles of Supply Chain Management: A Balanced ApproachKota Melaka100% (1)
- Chapter Four Material ManagementDocument59 pagesChapter Four Material ManagementGood JasperNo ratings yet
- Manajemen Rantai Pasok Tugas Studi Kasus Seven-Eleven: OlehDocument11 pagesManajemen Rantai Pasok Tugas Studi Kasus Seven-Eleven: OlehRane ArthurNo ratings yet
- 1122-Article Text-3417-1-10-20221129Document13 pages1122-Article Text-3417-1-10-20221129wandasafitri889No ratings yet
- Vendor Return Process in SAP EWMDocument15 pagesVendor Return Process in SAP EWMjanipashaNo ratings yet
- TQM Midterm ReviewerDocument5 pagesTQM Midterm ReviewerDanielaNo ratings yet
- Answer Chegg 10 OktoberDocument3 pagesAnswer Chegg 10 Oktoberfayyasin99No ratings yet
- Assignments-Mba Sem-Ii: Subject Code: MB0028Document20 pagesAssignments-Mba Sem-Ii: Subject Code: MB0028Mithesh KumarNo ratings yet
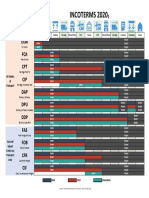
- Incoterms 2020 : Exw Fca CPTDocument1 pageIncoterms 2020 : Exw Fca CPTnilay DesaiNo ratings yet
- Warehouse & Logistic ManualDocument31 pagesWarehouse & Logistic ManualHari ThapaNo ratings yet
- Addis Ababa University School of Graduate Studies Faculty of Technology Mechanical Engineering Department Graduate Program in Industrial EngineeringDocument115 pagesAddis Ababa University School of Graduate Studies Faculty of Technology Mechanical Engineering Department Graduate Program in Industrial Engineeringseid negashNo ratings yet
- Exel Haus Mart CaseDocument4 pagesExel Haus Mart CaseSourya MitraNo ratings yet
- Chapter 11 - Average and FIFO Costing ProblemsDocument11 pagesChapter 11 - Average and FIFO Costing ProblemspoNo ratings yet
- Inventory ManagementDocument52 pagesInventory ManagementChintan RamnaniNo ratings yet
- Audit-Of Inventory ACHA - KJDocument47 pagesAudit-Of Inventory ACHA - KJKhrisna Joy AchaNo ratings yet
- 2 Production PlanningDocument20 pages2 Production PlanningAnveshaNo ratings yet
- Logistics Institute in Kochi - Logistics Courses in KeralaDocument13 pagesLogistics Institute in Kochi - Logistics Courses in Keralaamallblitz0No ratings yet
- WCM Deployment ConceptsDocument24 pagesWCM Deployment ConceptsVỸ TRẦNNo ratings yet
- Chapter 13 SlidesDocument91 pagesChapter 13 SlidesSohaib ArifNo ratings yet
- Strama SpecialDocument16 pagesStrama SpecialaffenpinscherNo ratings yet
- Rwaffa Members 2021Document8 pagesRwaffa Members 2021Edgar NsubugaNo ratings yet
- Material Requirements Planning: ISQA 459 Class 4 Mellie PullmanDocument20 pagesMaterial Requirements Planning: ISQA 459 Class 4 Mellie PullmansatishNo ratings yet
- Tutorial 10 - AnswersDocument2 pagesTutorial 10 - AnswersShankar A/L MuthukumaranNo ratings yet
- Certifıcate in Procurement and Supply Operations: 2018 SyllabusDocument16 pagesCertifıcate in Procurement and Supply Operations: 2018 SyllabusThiha BoBoNo ratings yet
- Ior Per BrgyDocument13 pagesIor Per BrgyJuanisa Baruang BashitNo ratings yet
- Incoterms®Document19 pagesIncoterms®Святослав КолыхаевNo ratings yet
- Target Market FMCG Industry: Submitted By:-Manish GoelDocument34 pagesTarget Market FMCG Industry: Submitted By:-Manish Goelmanish1895No ratings yet
- Quality Management - Ch.9 2Document15 pagesQuality Management - Ch.9 2manarNo ratings yet
- Bill of Material: Kelompok 2 (Nilam Dan Winanda)Document1 pageBill of Material: Kelompok 2 (Nilam Dan Winanda)rizki silvianaNo ratings yet


























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)