You might also like
- Hazard Prmopt List - Sample 2 PDFDocument2 pagesHazard Prmopt List - Sample 2 PDFDen PamplonaNo ratings yet
- Chapter 2 - Risk AccessmentDocument66 pagesChapter 2 - Risk AccessmentMan ManNo ratings yet
- 01 Hazard-Identification PDFDocument72 pages01 Hazard-Identification PDFIndra HazamiNo ratings yet
- Mymodules Unisa 2014Document387 pagesMymodules Unisa 2014SiphoKhosaNo ratings yet
- Hazard AnalysisDocument79 pagesHazard AnalysisRamónNo ratings yet
- Hazard Identification ChapterDocument78 pagesHazard Identification ChapterRobert WilsonNo ratings yet
- Legionella Risk Assessment, Training & Legionella TestingDocument8 pagesLegionella Risk Assessment, Training & Legionella TestinglegionellacontrolNo ratings yet
- HAZOPDocument3 pagesHAZOPalexanderNo ratings yet
- How To Achieve Zero AccidentDocument108 pagesHow To Achieve Zero AccidentAjit BhosaleNo ratings yet
- Inherently Safer and More UserDocument8 pagesInherently Safer and More UseralijadoonNo ratings yet
- Hazard of Sulfuric AcidDocument3 pagesHazard of Sulfuric AcidAlisameimeiNo ratings yet
- 3-HIRARC (Hazard Identification, Risk Assessment and Risk Control)Document7 pages3-HIRARC (Hazard Identification, Risk Assessment and Risk Control)A. RAHMAD BIN NGAH / UPM100% (1)
- Health and Safety Management Manual With Procedures ExampleDocument13 pagesHealth and Safety Management Manual With Procedures ExampleVepxvia NadiradzeNo ratings yet
- RISK and Oppurtunity ISO 45001Document5 pagesRISK and Oppurtunity ISO 45001AnkurNo ratings yet
- First Aid PolicyDocument63 pagesFirst Aid PolicyMohamed GerezaNo ratings yet
- Project HSE PlanDocument4 pagesProject HSE Plangreekman72No ratings yet
- Quiz 8 - Health & Safety FoundationsDocument5 pagesQuiz 8 - Health & Safety FoundationsekkyagungNo ratings yet
- Life Saving Rules FAQsDocument7 pagesLife Saving Rules FAQsArulboy123100% (1)
- Helium MSDSDocument10 pagesHelium MSDSYaka Fitra PanduNo ratings yet
- Confined SpaceDocument23 pagesConfined Spacemujahid11370% (1)
- 51 Confined SpaceDocument1 page51 Confined SpaceAnonymous ANmMebffKRNo ratings yet
- Permit To Work: Principle and Format BY Agada, E.LDocument28 pagesPermit To Work: Principle and Format BY Agada, E.LLawrence AgadaNo ratings yet
- Process Hazards Analysis (PHA) - HAZOP, FMEA, FTA, JSA, EtcDocument2 pagesProcess Hazards Analysis (PHA) - HAZOP, FMEA, FTA, JSA, EtcCristian Pardo BaezaNo ratings yet
- Risk Assessment of ChemicalsDocument3 pagesRisk Assessment of ChemicalsKingsley WongNo ratings yet
- Chemical and Biological Hazard Policy 2011Document21 pagesChemical and Biological Hazard Policy 2011Sivasankaran Nair HaridasNo ratings yet
- Is 5572 - Hazardous ClassificationDocument2 pagesIs 5572 - Hazardous ClassificationMathavaraj DharmarajNo ratings yet
- 2-HAZARD IDENTIFICATION METHODS - Finish PDFDocument89 pages2-HAZARD IDENTIFICATION METHODS - Finish PDFPaksi Pujianto100% (2)
- IGC2 Element 1 HazardsDocument70 pagesIGC2 Element 1 HazardsAlaaNo ratings yet
- Behaviour Based Safety MEEGE-721 (Elements of Safety Management & Systems) List of Contents . 1Document238 pagesBehaviour Based Safety MEEGE-721 (Elements of Safety Management & Systems) List of Contents . 1Monika ChauhanNo ratings yet
- Ohsas 18001Document36 pagesOhsas 18001santhurkc67% (3)
- Riddor: Health and Safety Advice For StonemasonsDocument12 pagesRiddor: Health and Safety Advice For StonemasonsMohammed IlliasuddinNo ratings yet
- ISO-14001-2015 EMS RequirementsDocument17 pagesISO-14001-2015 EMS Requirementscuteboom1122No ratings yet
- 004 Wellsite Permit To Work Training Rev 2Document83 pages004 Wellsite Permit To Work Training Rev 2DavidPerezNo ratings yet
- IGC1 Element 4 New SyllabusDocument106 pagesIGC1 Element 4 New SyllabusUMAR FAROOQ50% (2)
- Breathe Right!Document44 pagesBreathe Right!Safety and Health magazineNo ratings yet
- Chemical Hazard Bulletin: Chemtronics Pow-R-Wash VZDocument1 pageChemical Hazard Bulletin: Chemtronics Pow-R-Wash VZHaleemUrRashidBangashNo ratings yet
- Confined SpacesDocument27 pagesConfined SpacesDivya RastogiNo ratings yet
- Confined SpaceDocument20 pagesConfined SpaceMukhtar OyewoNo ratings yet
- Chemical Management PlanDocument64 pagesChemical Management PlanyahyaNo ratings yet
- Safety - What Is %LEL - %UEL and PID - Lower Explosive Limit (LEL) and The Upper Explosive Limit (UEL) - PhotoIonization DetectorDocument4 pagesSafety - What Is %LEL - %UEL and PID - Lower Explosive Limit (LEL) and The Upper Explosive Limit (UEL) - PhotoIonization DetectorlavkeshNo ratings yet
- Process Safety Management (PSM)Document8 pagesProcess Safety Management (PSM)Arun Vaideeswaran100% (1)
- IGC 1 Slide NEWDocument45 pagesIGC 1 Slide NEWnomi77No ratings yet
- Safe Design and Operation of PlantsDocument7 pagesSafe Design and Operation of PlantsAlfie Delos Reyes100% (1)
- Machine Guarding - Barry BlodgettDocument66 pagesMachine Guarding - Barry BlodgettmanimeczNo ratings yet
- Hirarc: Made Up From 3 Activities That Consist of Hazard Identification, Risk Assesment and Risk ControlDocument12 pagesHirarc: Made Up From 3 Activities That Consist of Hazard Identification, Risk Assesment and Risk ControlHamizi AzizanNo ratings yet
- Job Hazard Safety Analysis MachinesDocument39 pagesJob Hazard Safety Analysis Machinesdayglis100% (1)
- Written Lockout/Tagout Program University of South Carolina (Enter Department Name Here)Document13 pagesWritten Lockout/Tagout Program University of South Carolina (Enter Department Name Here)SaidNo ratings yet
- EHS Guidelines+101 WebinarDocument36 pagesEHS Guidelines+101 WebinarRashedul KarimNo ratings yet
- 4 Risk AssessmentDocument58 pages4 Risk AssessmentMatthew Shields100% (1)
- What If AnalysisDocument20 pagesWhat If Analysisnadiadwiayu22No ratings yet
- Procedure For Reporting HazardsDocument3 pagesProcedure For Reporting HazardsPaige Jones100% (1)
- Risk Assessment: Principles and Applications for Hazardous Waste and Related SitesFrom EverandRisk Assessment: Principles and Applications for Hazardous Waste and Related SitesNo ratings yet
- Safety in the Chemical Laboratory and Industry: A Practical GuideFrom EverandSafety in the Chemical Laboratory and Industry: A Practical GuideNo ratings yet
- FCAW Electrode DesignationDocument3 pagesFCAW Electrode DesignationthedreampowerNo ratings yet
- API 653 QuizDocument8 pagesAPI 653 Quizthedreampower100% (3)
- Astm G48Document11 pagesAstm G48thedreampower100% (4)
- Se 1025 PDFDocument7 pagesSe 1025 PDFthedreampowerNo ratings yet
- Basic Parameters: Paramaters (Service Orientated Business)Document6 pagesBasic Parameters: Paramaters (Service Orientated Business)thedreampowerNo ratings yet
- Hazard IdentificationDocument65 pagesHazard Identificationthedreampower100% (1)
- Hawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersDocument133 pagesHawassa University Institute of Technology (Iot) : Electromechanical Engineering Program Entrepreneurship For EngineersTinsae LireNo ratings yet
- Aquinas Five Ways To Prove That God Exists - The ArgumentsDocument2 pagesAquinas Five Ways To Prove That God Exists - The ArgumentsAbhinav AnandNo ratings yet
- Chapter 07Document16 pagesChapter 07Elmarie RecorbaNo ratings yet
- TOA Project Presentation (GROUP 5)Document22 pagesTOA Project Presentation (GROUP 5)Khadija ShahidNo ratings yet
- BC 672772 RBRS Service TraningDocument385 pagesBC 672772 RBRS Service TraningTeknik Makina100% (2)
- 2022 Summer Question Paper (Msbte Study Resources)Document4 pages2022 Summer Question Paper (Msbte Study Resources)Ganesh GopalNo ratings yet
- Overview of MEMDocument5 pagesOverview of MEMTudor Costin100% (1)
- Introduction To SCRDocument19 pagesIntroduction To SCRAlbin RobinNo ratings yet
- DICKSON KT800/802/803/804/856: Getting StartedDocument6 pagesDICKSON KT800/802/803/804/856: Getting StartedkmpoulosNo ratings yet
- Cultural Practices of India Which Is Adopted by ScienceDocument2 pagesCultural Practices of India Which Is Adopted by ScienceLevina Mary binuNo ratings yet
- Agenda - Meeting SLC (LT) - 27.06.2014 PDFDocument27 pagesAgenda - Meeting SLC (LT) - 27.06.2014 PDFharshal1223No ratings yet
- 9300AE 10-30kseis LDN 2005 PDFDocument2 pages9300AE 10-30kseis LDN 2005 PDFDoina ClichiciNo ratings yet
- SeparexgeneralbrochureDocument4 pagesSeparexgeneralbrochurewwl1981No ratings yet
- Distillation Column DesignDocument42 pagesDistillation Column DesignAakanksha Raul100% (1)
- Bug Life Cycle in Software TestingDocument2 pagesBug Life Cycle in Software TestingDhirajNo ratings yet
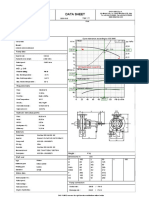
- Data Sheet: Item N°: Curve Tolerance According To ISO 9906Document3 pagesData Sheet: Item N°: Curve Tolerance According To ISO 9906Aan AndianaNo ratings yet
- Excavation Trench Permit Ex 1 F0206Document5 pagesExcavation Trench Permit Ex 1 F0206emeka2012No ratings yet
- Phase DiagramDocument3 pagesPhase DiagramTing TCNo ratings yet
- DD 3334Document2 pagesDD 3334FAQMD2No ratings yet
- Ahmed Amr P2Document8 pagesAhmed Amr P2Ahmed AmrNo ratings yet
- WallthicknessDocument1 pageWallthicknessGabriela MotaNo ratings yet
- 240-56062705 RTV Silicone Rubber Insulator Coating and Shed Extender Supplier StandardDocument10 pages240-56062705 RTV Silicone Rubber Insulator Coating and Shed Extender Supplier StandardJane ChatsiriphatthanaNo ratings yet
- 3.1 MuazuDocument8 pages3.1 MuazuMon CastrNo ratings yet
- Sai Deepa Rock Drills: Unless Otherwise Specified ToleranceDocument1 pageSai Deepa Rock Drills: Unless Otherwise Specified ToleranceRavi BabaladiNo ratings yet
- EE 8602 - Protection and Switchgear Unit I - MCQ BankDocument11 pagesEE 8602 - Protection and Switchgear Unit I - MCQ Bankpoonam yadavNo ratings yet
- Bio 104 Lab Manual 2010Document236 pagesBio 104 Lab Manual 2010Querrynithen100% (1)
- AnimDessin2 User Guide 01Document2 pagesAnimDessin2 User Guide 01rendermanuser100% (1)
- In Search of Begum Akhtar PDFDocument42 pagesIn Search of Begum Akhtar PDFsreyas1273No ratings yet
- Class I Water Well: DescriptionDocument10 pagesClass I Water Well: DescriptionJavier Andrés Acevedo GarcíaNo ratings yet
- DAB Submersible PumpsDocument24 pagesDAB Submersible PumpsMohamed MamdouhNo ratings yet