You might also like
- Grinding and Grinding OperationsDocument14 pagesGrinding and Grinding OperationsRitik Pothare0% (2)
- 1 Design of Machine Tool DrivesDocument23 pages1 Design of Machine Tool DrivesFurkan AhmadNo ratings yet
- Presses & Press WorkDocument43 pagesPresses & Press WorkSahil ShethNo ratings yet
- Basic Manufacturing ProcessesDocument72 pagesBasic Manufacturing ProcessesPartho Roychoudhury67% (6)
- Pattern AllowancesDocument19 pagesPattern Allowancesimamuddeen100% (3)
- Lecture Notes On CNCDocument125 pagesLecture Notes On CNCniteen_mulmule48580% (5)
- Milling MachineDocument35 pagesMilling MachineBhaskaraPAchar100% (3)
- Non Conventional Machining PDFDocument55 pagesNon Conventional Machining PDFMarthande100% (1)
- Unit-V (Advanced Forming Processes)Document30 pagesUnit-V (Advanced Forming Processes)Er Vishal Divya Jagadale100% (1)
- MACHININGDocument10 pagesMACHININGDrSomnath BhattacharyaNo ratings yet
- UNIT-3 - Manufacturing Technolgy II-1Document48 pagesUNIT-3 - Manufacturing Technolgy II-1sirajudeen I67% (3)
- Metal Forming Processes Questions and Answers - SanfoundryDocument2 pagesMetal Forming Processes Questions and Answers - Sanfoundryrahma100% (3)
- Economics of Metal CuttingDocument10 pagesEconomics of Metal Cuttinghaile mehariNo ratings yet
- Manufacturing ProcessDocument1 pageManufacturing ProcessRonald Reagon20% (5)
- Drilling MachineDocument9 pagesDrilling MachineAqib ZamanNo ratings yet
- Vertical Machining Centre (VMC)Document3 pagesVertical Machining Centre (VMC)anil chejaraNo ratings yet
- Production Question and Answer Set 1Document79 pagesProduction Question and Answer Set 1KBSMANIT94% (16)
- Introduction Lathe MachineDocument20 pagesIntroduction Lathe Machineswap198383% (6)
- Drilling Machine Operations & ClassificationsDocument23 pagesDrilling Machine Operations & Classificationsmuneiah100% (1)
- Tool Design ProjectDocument33 pagesTool Design ProjectBharat SinghNo ratings yet
- Multiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsDocument6 pagesMultiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsrahmaNo ratings yet
- Mechanics of Chip FormationDocument10 pagesMechanics of Chip FormationRavigggNo ratings yet
- UNIT I 1.6 Group-TechnologyDocument78 pagesUNIT I 1.6 Group-Technologyprof_panneerNo ratings yet
- 50 Questions and Answer: Milling Machine (Milling Machine) Is A Machine Tool That Is in The ProcessDocument4 pages50 Questions and Answer: Milling Machine (Milling Machine) Is A Machine Tool That Is in The ProcessZul FakriNo ratings yet
- Fine Blanking PDFDocument33 pagesFine Blanking PDFClaudineiFerreiraAndréNo ratings yet
- Numerical ControlDocument52 pagesNumerical ControlmishariNo ratings yet
- Tool GeometryDocument13 pagesTool GeometryravijecrcNo ratings yet
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- Unit 1 - Gear Manufacturing ProcessDocument54 pagesUnit 1 - Gear Manufacturing ProcessAkash DivateNo ratings yet
- Lab Report OnshaperDocument10 pagesLab Report OnshaperSanatan Choudhury100% (3)
- Tool Life & Tool Wear PPT by Ankit & VikramDocument23 pagesTool Life & Tool Wear PPT by Ankit & VikramAnkit Nayak100% (5)
- 1 Design of Machine Tool DrivesDocument23 pages1 Design of Machine Tool DrivesFurkan AhmadNo ratings yet
- Machining of MetalsDocument23 pagesMachining of MetalsFiq IskandarNo ratings yet
- Manufacturing Processes - II - Lecture Notes PDFDocument18 pagesManufacturing Processes - II - Lecture Notes PDFDharmendra KumarNo ratings yet
- CuttingDocument28 pagesCuttingburakNo ratings yet
- Computer Aided Manufacturing - 2 Marks - All 5 UnitsDocument18 pagesComputer Aided Manufacturing - 2 Marks - All 5 UnitsMohan Prasad.M67% (6)
- Machining ProcessesDocument44 pagesMachining Processesregassa rajiNo ratings yet
- Mechanism of Metal CuttingDocument88 pagesMechanism of Metal CuttingAndriya Narasimhulu50% (2)
- Process Planning and Cost EstimationDocument7 pagesProcess Planning and Cost EstimationMariappan ArumugamNo ratings yet
- Question Paper Tool DesignDocument1 pageQuestion Paper Tool DesignVishwas Shetty100% (1)
- CAM Lab Manual 2019 PDFDocument54 pagesCAM Lab Manual 2019 PDFJay JoshiNo ratings yet
- Manufacturing Technology II SyllabusDocument1 pageManufacturing Technology II Syllabussmg26thmay100% (1)
- Foundry &forging Viva 3&4th Sem VtuDocument11 pagesFoundry &forging Viva 3&4th Sem VtuMahesh B R Mysore100% (11)
- Forging Questions and Answers - SanfoundryDocument4 pagesForging Questions and Answers - Sanfoundryrahma100% (1)
- Modern Machining Processes PDFDocument11 pagesModern Machining Processes PDFRajesh Choudhary100% (1)
- Cost Estimation in Forging Shop 611Document28 pagesCost Estimation in Forging Shop 611Serajul Haque100% (1)
- Exam Paper On Design of Machine ToolsDocument8 pagesExam Paper On Design of Machine ToolsCharles Ondieki100% (1)
- Sheet Metal Working: Unit No. VDocument67 pagesSheet Metal Working: Unit No. VMahesh SalotagiNo ratings yet
- Introduction To Mechanical Micro Machining Assignment-Week 8Document7 pagesIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNo ratings yet
- Design of Machine Elements - Ebook - 03112015 - 063217AM PDFDocument205 pagesDesign of Machine Elements - Ebook - 03112015 - 063217AM PDFArjun ChandraNo ratings yet
- Jigs and FixturesDocument85 pagesJigs and FixturesNithin Mathew Eyyalil100% (2)
- UNIT-IV Question BankDocument3 pagesUNIT-IV Question BankParamasivam VeerappanNo ratings yet
- UNIT-1 Locating and Clamping: S.Dharani KumarDocument86 pagesUNIT-1 Locating and Clamping: S.Dharani KumarSaivineeth Gampa100% (1)
- Lecture 3 Introduction To Machine Tool Drives and MechanismsDocument59 pagesLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- Manufacturing Engineering II (ch3)Document111 pagesManufacturing Engineering II (ch3)AlemNo ratings yet
- Manufacturing Engineering II (ch3)Document93 pagesManufacturing Engineering II (ch3)beila.amu.22No ratings yet
- Basic Mechanical Engineering: Manufacturing ProcessesDocument49 pagesBasic Mechanical Engineering: Manufacturing Processespritam goleNo ratings yet
- Manufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal ProcessDocument51 pagesManufacturing Systems and Service Operations: Manufacturing Process Metal Forming Process Metal Removal Processabhinav_bitspilani8991No ratings yet
- Machining ProcessesDocument82 pagesMachining Processesv2brother50% (2)
- Edmonds Survey Preface1Document33 pagesEdmonds Survey Preface1Palaash ChaudharyNo ratings yet
- Car SketchingDocument22 pagesCar Sketchingmukeshprasadsharma100% (3)
- India Retail Apparel: Northbridge CapitalDocument18 pagesIndia Retail Apparel: Northbridge CapitalRohina SinghNo ratings yet
- Sand Casting: - The Pattern Is Intentionally Made Larger Than The Cast Part To Allow For Shrinkage During CoolingDocument21 pagesSand Casting: - The Pattern Is Intentionally Made Larger Than The Cast Part To Allow For Shrinkage During CoolingPalaash ChaudharyNo ratings yet
- Conflict PDFDocument7 pagesConflict PDFArif KhanNo ratings yet
- Network Analysis ManualDocument68 pagesNetwork Analysis ManualRana Zeeshan AfzalNo ratings yet
- SR30 Series - Overcurrent Protection Components - Polymer PTC - Resettable Fuse - Yantai Xinrui Electronics Co., LTDDocument4 pagesSR30 Series - Overcurrent Protection Components - Polymer PTC - Resettable Fuse - Yantai Xinrui Electronics Co., LTDAmitNo ratings yet
- Curriculum VitaeDocument4 pagesCurriculum VitaeInghon SilalahiNo ratings yet
- PS Range BrochureDocument16 pagesPS Range BrochureJorge Alberto LTNo ratings yet
- Ultrasonics in EndodonticsDocument35 pagesUltrasonics in Endodonticsmuchlis fauzi100% (1)
- Planning and Design of SewageDocument23 pagesPlanning and Design of SewageBenedicte Aimee JohansenNo ratings yet
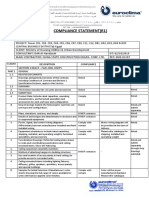
- compliance sheet of euroclima加承包商Document9 pagescompliance sheet of euroclima加承包商Li Liu100% (1)
- Fluid Mechanics Formulas ShortcutsDocument15 pagesFluid Mechanics Formulas Shortcuts9444583008No ratings yet
- Singel OutdoorDocument4 pagesSingel OutdoorMuhammad WazirNo ratings yet
- ToRs For - Nyamugasani GFS - 0Document41 pagesToRs For - Nyamugasani GFS - 0pepegrillo891No ratings yet
- BOOK-CRC-2001-Chemcal Properties of Material Surfaces - M. KosmulskiDocument762 pagesBOOK-CRC-2001-Chemcal Properties of Material Surfaces - M. KosmulskiQiang SunNo ratings yet
- Xylem Company Profile 2012 PortableDocument26 pagesXylem Company Profile 2012 Portablegeorge_efstratiadisNo ratings yet
- LTC4020 - 55V Buck-Boost Multi-Chemistry Battery ChargerDocument42 pagesLTC4020 - 55V Buck-Boost Multi-Chemistry Battery ChargerdevchandarNo ratings yet
- Plant Structure and Function PDFDocument2 pagesPlant Structure and Function PDFPT.Susan Angwyn Gemilang 8No ratings yet
- Evaluation of Convective Heat Transfer and Natural Circulation in An Evacuated Tube Solar CollectorDocument16 pagesEvaluation of Convective Heat Transfer and Natural Circulation in An Evacuated Tube Solar CollectorMustafa Jasim0% (1)
- Cobra's Messages Another Way of Explaining .Document18 pagesCobra's Messages Another Way of Explaining .Dustin Thomas100% (1)
- 21 FullPaper Design and Fabrication of An Adlai Milling Machine Version 2Document75 pages21 FullPaper Design and Fabrication of An Adlai Milling Machine Version 2loureniel de jesus100% (1)
- Practice Questions Chs 21-24 1Document40 pagesPractice Questions Chs 21-24 1jevanjunior0% (1)
- Comparison Data LED Lights Vs Incandescent & CFL BDocument7 pagesComparison Data LED Lights Vs Incandescent & CFL BidealparrotNo ratings yet
- Recirculation of Lab AirDocument1 pageRecirculation of Lab AirAhmed LabibNo ratings yet
- Guide For The Application of The European Standard EN 50160: BSI Standards PublicationDocument48 pagesGuide For The Application of The European Standard EN 50160: BSI Standards Publicationkotini100% (1)
- DDDDocument1 pageDDDKashif AliNo ratings yet
- ChE ThermodynamicsDocument49 pagesChE ThermodynamicsMiguel FelisildaNo ratings yet
- Elctrical Safety PaperV3 1Document6 pagesElctrical Safety PaperV3 120082012No ratings yet
- Deep Trouble - Oil Spills RAZDocument9 pagesDeep Trouble - Oil Spills RAZJaime PDNo ratings yet
- Electrical Engineering Portal - Com Principles For Controlling HarmonicsDocument3 pagesElectrical Engineering Portal - Com Principles For Controlling HarmonicsRobert GalarzaNo ratings yet
- Conceptual Design of Planetary Gearbox System ForDocument11 pagesConceptual Design of Planetary Gearbox System ForAthoriq Dias MuyasarNo ratings yet
- Ashrae D 90405 20100120 PDFDocument233 pagesAshrae D 90405 20100120 PDFrgopikrishna313No ratings yet
- Schneider CatalogueDocument7 pagesSchneider Cataloguesheikh nasseruddienNo ratings yet