You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Miscellaneous Friction LossesDocument9 pagesMiscellaneous Friction LossesunlimitedpsxNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Pumping of FluidsDocument8 pagesPumping of FluidsunlimitedpsxNo ratings yet
- Introduction To Fluid FlowDocument9 pagesIntroduction To Fluid FlowunlimitedpsxNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Flow Over A SurfaceDocument4 pagesFlow Over A SurfaceunlimitedpsxNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Flow of Multi Phase MixturesDocument20 pagesFlow of Multi Phase MixturesunlimitedpsxNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Flow of Compressible FluidsDocument9 pagesFlow of Compressible FluidsunlimitedpsxNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Flow in Open ChannelDocument29 pagesFlow in Open ChannelunlimitedpsxNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Chemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated ScienceDocument20 pagesChemistry Revision Guide For IGCSE Coordinated Science Chemistry Revision Guide For IGCSE Coordinated SciencekarlabrooksNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Ecofriendly Finishing of Textile: by Dr. Pintu Pandit Asst. Professor, NIFT PatnaDocument22 pagesEcofriendly Finishing of Textile: by Dr. Pintu Pandit Asst. Professor, NIFT PatnaARYAN RATHORENo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Cambridge IGCSE: CHEMISTRY 0620/51Document12 pagesCambridge IGCSE: CHEMISTRY 0620/51FFNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- ChapterEight1 - 20 of SpectrocopicDocument20 pagesChapterEight1 - 20 of SpectrocopicHung Le VanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- DSM-0295.0 Al2O3 NiAl CermetDocument3 pagesDSM-0295.0 Al2O3 NiAl CermetApichitNo ratings yet
- Theory Lm2500 Principios Basicos de Operacion PDFDocument25 pagesTheory Lm2500 Principios Basicos de Operacion PDFamir8100No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Properties of Bio-Based PolyurethaneDocument200 pagesProperties of Bio-Based PolyurethaneMust BoujaataNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- OSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishDocument12 pagesOSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishNiel Brian VillarazoNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Deaerator Post MCQ'sDocument50 pagesDeaerator Post MCQ'sEhtisham ul haqNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Application of CoulombDocument4 pagesThe Application of CoulombBirgittaNo ratings yet
- AYJR 2022 July - Shift 2Document70 pagesAYJR 2022 July - Shift 2आस्तिक शर्माNo ratings yet
- HLBDocument6 pagesHLBDracu MemeNo ratings yet
- Green Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlDocument25 pagesGreen Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlteguhwidiartoNo ratings yet
- Complete DissertationDocument240 pagesComplete DissertationAriSuandiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ishrae PPT On RefrigerantDocument9 pagesIshrae PPT On RefrigerantJigar ShahNo ratings yet
- Electronic Configuration: By: Cyra Eunicer. TanaelDocument17 pagesElectronic Configuration: By: Cyra Eunicer. TanaelDegala, Jan Marlou V.No ratings yet
- COMEDK Important Topics and Revised SyllabusDocument49 pagesCOMEDK Important Topics and Revised SyllabusVishal VermaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 5982-5753 EUEnglishDocument6 pages5982-5753 EUEnglishcungmapNo ratings yet
- Double Effect Absorption Water Chillers 100 To 1500 Tons: Product ManualDocument100 pagesDouble Effect Absorption Water Chillers 100 To 1500 Tons: Product ManualPraveesh ThomasNo ratings yet
- CPM3V DSDocument2 pagesCPM3V DSuighuigNo ratings yet
- Phys 1241Document4 pagesPhys 1241ChrisNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Carbohydrates WorksheetDocument4 pagesCarbohydrates WorksheetNatalie Pemberton86% (7)
- Marine Adhesives Product CatalogueDocument35 pagesMarine Adhesives Product CatalogueDaniela TomovaNo ratings yet
- CH # 7 Separator & Slug CatcherDocument15 pagesCH # 7 Separator & Slug CatcherMuhammad Zeeshan Wasi100% (1)
- Es Int 9e QQ AspDocument3 pagesEs Int 9e QQ AspRifaa WidasmaraNo ratings yet
- MohitDocument3 pagesMohitVivek kumar0% (1)
- Basf Master BatchDocument6 pagesBasf Master Batchapi-3842599100% (1)
- Cu ZN 10Document1 pageCu ZN 10Sara RiddleNo ratings yet
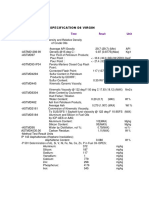
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- Rser D 16 02436R1Document88 pagesRser D 16 02436R1Jitender KaushalNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)