You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lec-01 PyrometallurgyDocument48 pagesLec-01 PyrometallurgyTanvir HossainNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- PT Petrolab Services: Test DetailDocument2 pagesPT Petrolab Services: Test DetailDaniel Fr SinagaNo ratings yet
- Gale Neo FerrousDocument2 pagesGale Neo FerrousDanika LigoresNo ratings yet
- Notes For COALTRANS Presentation2 - ManualDocument15 pagesNotes For COALTRANS Presentation2 - ManualAgus BudiluhurNo ratings yet
- Tempeh Extract Fortified With Iron and Synbiotic As A Strategy Against AnemiaDocument4 pagesTempeh Extract Fortified With Iron and Synbiotic As A Strategy Against AnemiaMuhammad FaqihNo ratings yet
- REvision Sheet October Prep1Document4 pagesREvision Sheet October Prep1Āmedo GamingNo ratings yet
- Definition and Description - LuminolDocument3 pagesDefinition and Description - Luminoljrl5524No ratings yet
- Cyanide Remediation: Current and Past TechnologiesDocument26 pagesCyanide Remediation: Current and Past TechnologiesCoraKiriNo ratings yet
- c1 Higher Revision Questions - Set 1 OnlyDocument94 pagesc1 Higher Revision Questions - Set 1 Onlyapi-320022467No ratings yet
- 306 FullDocument8 pages306 FullBogdan NechitaNo ratings yet
- Metabolisme Zat BesiDocument33 pagesMetabolisme Zat BesiFetria MelaniNo ratings yet
- Csir Net Dec 14Document24 pagesCsir Net Dec 14Aamer100% (1)
- FINAL SMAW-12-Quarter-3-module 1 PDFDocument22 pagesFINAL SMAW-12-Quarter-3-module 1 PDFRandy Sacatani100% (1)
- PyroData - Pyrotechnics data for your hobbyDocument2 pagesPyroData - Pyrotechnics data for your hobbyProvat mondalNo ratings yet
- AWS A5.1 E6010 SC-10 Mild Steel Electrodes SpecificationsDocument56 pagesAWS A5.1 E6010 SC-10 Mild Steel Electrodes SpecificationsFakhar WindratamaNo ratings yet
- PuriSorb SS-25G, TDSDocument2 pagesPuriSorb SS-25G, TDSAyyub Choirul AnnasNo ratings yet
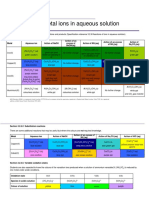
- Reactions of metal ions in aqueous solution chemistry guideDocument2 pagesReactions of metal ions in aqueous solution chemistry guideSAMANNo ratings yet
- Science Aims Sample TestDocument16 pagesScience Aims Sample Testapi-420198655No ratings yet
- All Types of MaterialsDocument8 pagesAll Types of MaterialsAniket KabadeNo ratings yet
- 1.6 Calculations Involving MassesDocument53 pages1.6 Calculations Involving MassesShriep kebabaNo ratings yet
- Low Alloy / Carbon Steel Library: Niton Apollo Handheld LIBS AnalyzerDocument1 pageLow Alloy / Carbon Steel Library: Niton Apollo Handheld LIBS AnalyzerGhaithNo ratings yet
- Blast Furnace ExtractionDocument2 pagesBlast Furnace ExtractionRashad KhanNo ratings yet
- Planetary Metal&Herbal CorrespondencesDocument30 pagesPlanetary Metal&Herbal CorrespondencesCor ScorpiiNo ratings yet
- Standard Sheetmetal Slitting TolerancesDocument11 pagesStandard Sheetmetal Slitting TolerancessudarshanNo ratings yet
- HIsmelt - The TechnologyDocument3 pagesHIsmelt - The Technologyrockstar_raphNo ratings yet
- Martensitic Stainless SteelDocument3 pagesMartensitic Stainless SteelVysakh VasudevanNo ratings yet
- Bio Leaching of UraniumDocument4 pagesBio Leaching of Uraniumszoboszlaidominick4No ratings yet
- MKWD LWUA ADB Package 3 Technical Details and DrawingsDocument195 pagesMKWD LWUA ADB Package 3 Technical Details and DrawingsRoland AnaumNo ratings yet
- SBU-COAL Scope of ServicesDocument18 pagesSBU-COAL Scope of ServicesMaekel Abdul HakimNo ratings yet