You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Build Strategy FormDocument51 pagesBuild Strategy FormEng Muhammad MarzoukNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Star Wars Ales (RPG Materials)Document7 pagesStar Wars Ales (RPG Materials)Ben WatkinsNo ratings yet
- 1st 90 Days in Your Job PDFDocument30 pages1st 90 Days in Your Job PDFsamy zaher100% (1)
- A3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Document11 pagesA3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?JESUSAA36No ratings yet
- CAPA Guidelines FDADocument20 pagesCAPA Guidelines FDAchandraswamitelgoNo ratings yet
- Checklist: Element No. Elements Description Action Items From Previous ISO AuditsDocument9 pagesChecklist: Element No. Elements Description Action Items From Previous ISO AuditsEng Muhammad Marzouk100% (3)
- Health and Safety Improvement ProgramDocument11 pagesHealth and Safety Improvement ProgramEng Muhammad MarzoukNo ratings yet
- Estimation of Thread Consumption of GarmentDocument2 pagesEstimation of Thread Consumption of GarmentK.s. Ramesh100% (1)
- Magic Square: by DROPS DesignDocument8 pagesMagic Square: by DROPS DesignscribdddcNo ratings yet
- Executive SummaryDocument19 pagesExecutive SummaryMohtasim RezveeNo ratings yet
- 2.01 Project Charter TemplateDocument5 pages2.01 Project Charter TemplateFrancisco HernandezNo ratings yet
- Food Safety Inspection Checklist-1Document11 pagesFood Safety Inspection Checklist-1Mohammad Abd Alrahim Shaar67% (3)
- Reliance Digital ProjectDocument18 pagesReliance Digital ProjectAarti Gupta56% (9)
- SOPs and Functions of Linen and Laundry DeptDocument17 pagesSOPs and Functions of Linen and Laundry Deptnidhithacker86% (44)
- Catalogue EIGA PublicationsDocument26 pagesCatalogue EIGA PublicationsEng Muhammad MarzoukNo ratings yet
- 19 Elements of P& G Audit Dt15!1!10Document49 pages19 Elements of P& G Audit Dt15!1!10Mehak Nanda95% (20)
- Corporate Communication E-BookDocument102 pagesCorporate Communication E-BookEng Muhammad MarzoukNo ratings yet
- 30-60-90 Day PlansDocument3 pages30-60-90 Day PlansEng Muhammad MarzoukNo ratings yet
- Assessment of Dynamic Maintenance ManagamentDocument147 pagesAssessment of Dynamic Maintenance ManagamentEng Muhammad MarzoukNo ratings yet
- Maintenance Assessment FormDocument1 pageMaintenance Assessment FormEng Muhammad MarzoukNo ratings yet
- Road Assessment Maintenance Management System FormDocument4 pagesRoad Assessment Maintenance Management System FormEng Muhammad MarzoukNo ratings yet
- Sales & Publicity MaterialsDocument21 pagesSales & Publicity MaterialsEng Muhammad MarzoukNo ratings yet
- Color Coding and SignsDocument13 pagesColor Coding and SignsEng Muhammad MarzoukNo ratings yet
- Hyperone March 2016 PDFDocument44 pagesHyperone March 2016 PDFEng Muhammad MarzoukNo ratings yet
- AL - WW - TC - 06 - 16 Rev.0 PDFDocument16 pagesAL - WW - TC - 06 - 16 Rev.0 PDFEng Muhammad MarzoukNo ratings yet
- Free Floor Marking Guide - PDF GuideDocument4 pagesFree Floor Marking Guide - PDF GuideBen GeckNo ratings yet
- 50675Document4 pages50675Eng Muhammad MarzoukNo ratings yet
- Introduction To Accident Investigation UkDocument32 pagesIntroduction To Accident Investigation UkEng Muhammad MarzoukNo ratings yet
- Windspeed Maps by Risk CategoryDocument4 pagesWindspeed Maps by Risk CategoryEng Muhammad MarzoukNo ratings yet
- Continual Improvement For Facilities & AcctivitiesDocument78 pagesContinual Improvement For Facilities & AcctivitiesRizaldi DjamilNo ratings yet
- Airstream Helmet Dates PDFDocument2 pagesAirstream Helmet Dates PDFEng Muhammad MarzoukNo ratings yet
- NpsFF73 TMPDocument27 pagesNpsFF73 TMPSaad HusseinNo ratings yet
- Recent Incidents in The Gases Industry in AsiaDocument17 pagesRecent Incidents in The Gases Industry in AsiaEng Muhammad MarzoukNo ratings yet
- 208 DataflowdgmDocument46 pages208 DataflowdgmgingeevimalNo ratings yet
- Strategy Map Templates Version 7Document18 pagesStrategy Map Templates Version 7Patrick Julius BongolanNo ratings yet
- Integrated OhsasDocument164 pagesIntegrated OhsasfrakukNo ratings yet
- KORALLINE LookBook FW14Document126 pagesKORALLINE LookBook FW14Simone AttanàNo ratings yet
- FMCGDocument11 pagesFMCGShivank SharmaNo ratings yet
- Series 622 Hand Chain HoistDocument12 pagesSeries 622 Hand Chain HoistjfvaldicoNo ratings yet
- 1096 - Spanish International Price GuiderDocument56 pages1096 - Spanish International Price Guideryang20040% (1)
- Ficha Tecnica Concha de Abanico Media Valva - 2Document1 pageFicha Tecnica Concha de Abanico Media Valva - 2DavidHernandezNo ratings yet
- Chicken CurryDocument5 pagesChicken CurryNur Fadhilah100% (1)
- WalMart Case NotesDocument3 pagesWalMart Case NotessdgandhiNo ratings yet
- Final ReportDocument51 pagesFinal Reportneha311patel100% (3)
- Full Project On SunsilkDocument27 pagesFull Project On Sunsilkmanu89% (9)
- Distribution Centre - Roles & FunctionDocument4 pagesDistribution Centre - Roles & FunctionHarzamir BamoreNo ratings yet
- PriDocument85 pagesPriLa Ngoc HoanNo ratings yet
- CMO Interview - Balancing Brand Nostalgia With Category Innovation at Mondelez - CMO AustraliaDocument6 pagesCMO Interview - Balancing Brand Nostalgia With Category Innovation at Mondelez - CMO AustraliaSuzana NikolovskaNo ratings yet
- Zara AnalyticsDocument9 pagesZara AnalyticsNiti Modi ShahNo ratings yet
- Pre Shrunk Machine SopDocument6 pagesPre Shrunk Machine SoplanhotelsNo ratings yet
- Reglarea Tensiunii Atei La Masina de Cusut - 2012Document6 pagesReglarea Tensiunii Atei La Masina de Cusut - 2012farcasiunNo ratings yet
- Chips PotatoeDocument7 pagesChips Potatoeoctavianc96No ratings yet
- Ikea Presentation (31 Dec 2011)Document54 pagesIkea Presentation (31 Dec 2011)Maizul DeramanNo ratings yet
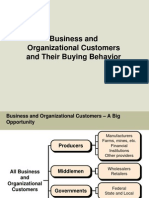
- Business and Organizational Customers and Their Buying BehaviorDocument16 pagesBusiness and Organizational Customers and Their Buying BehaviorFinola FernandesNo ratings yet
- Rava IdliDocument2 pagesRava IdliAmirthaa AnbananthenNo ratings yet
- PDFDocument4 pagesPDFThomas SotoNo ratings yet
- Factors Influencing Consumers Buying Behaviour Within The Clothing Industry PDFDocument19 pagesFactors Influencing Consumers Buying Behaviour Within The Clothing Industry PDFThuraMinSweNo ratings yet
- New Product Introduction in The Fast Moving Industry - Critical Success Factors - A Case Study of PZ Cussons Ghana LimitedDocument82 pagesNew Product Introduction in The Fast Moving Industry - Critical Success Factors - A Case Study of PZ Cussons Ghana LimitedSantosh KakadNo ratings yet
- Macmillan Education Pobrano Przez Użytkownika Justyna Czmuda 139559Document1 pageMacmillan Education Pobrano Przez Użytkownika Justyna Czmuda 139559miragaNo ratings yet