You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Cut Out (1: 2) : Unless Otherwise StatedDocument1 pageCut Out (1: 2) : Unless Otherwise StatedP_I_P_HNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Technical DrawingDocument1 pageTechnical DrawingP_I_P_HNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Pumps Standards OverviewDocument18 pagesPumps Standards OverviewP_I_P_HNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- 24.02 Manual Telescopic Slides (A4) (ENGELS) (LR)Document6 pages24.02 Manual Telescopic Slides (A4) (ENGELS) (LR)P_I_P_HNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- BS en 13480 4 2002Document48 pagesBS en 13480 4 2002P_I_P_H100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Myford Self Indexing Turret SlideDocument10 pagesMyford Self Indexing Turret SlideP_I_P_HNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- BS en 13480 2 2002Document58 pagesBS en 13480 2 2002P_I_P_HNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Awaiting Approval: Unless Otherwise StatedDocument1 pageAwaiting Approval: Unless Otherwise StatedP_I_P_HNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
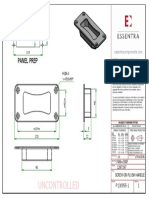
- Uncontrolled: 66 Adaptor Plate (Optional)Document1 pageUncontrolled: 66 Adaptor Plate (Optional)P_I_P_HNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- BS en 13480 1 2002Document16 pagesBS en 13480 1 2002P_I_P_HNo ratings yet
- 24.02 Manual Telescopic Slides (A4) (ENGELS) (LR)Document6 pages24.02 Manual Telescopic Slides (A4) (ENGELS) (LR)P_I_P_HNo ratings yet
- API Seal Flush Plan Installation GuideDocument132 pagesAPI Seal Flush Plan Installation GuideP_I_P_HNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Spindle Speed ChartDocument1 pageSpindle Speed ChartP_I_P_HNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- UPGRADE WELDMENT Bracing Location For Weld Bar To Tube PDFDocument1 pageUPGRADE WELDMENT Bracing Location For Weld Bar To Tube PDFP_I_P_HNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Emco Unimat SL English PDFDocument61 pagesEmco Unimat SL English PDFP_I_P_HNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Myford - 1481 Metric ConversionDocument1 pageMyford - 1481 Metric ConversionP_I_P_HNo ratings yet
- Lathe Alignment: by Tubal CainDocument7 pagesLathe Alignment: by Tubal CainmarkschooleyNo ratings yet
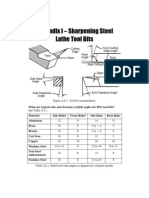
- Lathe Tool Sharpening AnglesDocument0 pagesLathe Tool Sharpening AngleszuingliNo ratings yet
- Myford Metric ConversionDocument5 pagesMyford Metric ConversionP_I_P_HNo ratings yet
- Code of Practice For Fishing Vessels Under 15m - IrlandDocument73 pagesCode of Practice For Fishing Vessels Under 15m - IrlandP_I_P_HNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ACE Katalog - 128 139Document12 pagesACE Katalog - 128 139P_I_P_HNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Lathe Work For Beginners 1922Document286 pagesLathe Work For Beginners 1922P_I_P_HNo ratings yet
- Mechanical EngineeringDocument1 pageMechanical EngineeringP_I_P_HNo ratings yet
- BenQ EW2440LDocument40 pagesBenQ EW2440LP_I_P_HNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Weforma WRD-H-03 enDocument7 pagesWeforma WRD-H-03 enP_I_P_HNo ratings yet
- Spanr2 PDFDocument2 pagesSpanr2 PDFP_I_P_HNo ratings yet
- Barriercomponents Welding Hinges CatalogueDocument6 pagesBarriercomponents Welding Hinges CatalogueP_I_P_HNo ratings yet
- Mechanical Engineering 2Document1 pageMechanical Engineering 2P_I_P_HNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- General Tolerances DIN ISO 2768Document2 pagesGeneral Tolerances DIN ISO 2768Vasil Gospodinov83% (23)
- Student - Copy ModelDocument1 pageStudent - Copy ModelP_I_P_HNo ratings yet
- ConvectionDocument12 pagesConvectionImran KhanNo ratings yet
- Resistance Coefficient KDocument14 pagesResistance Coefficient KNestor S. ReEyesNo ratings yet
- Water Resources EngineeringDocument11 pagesWater Resources EngineeringxyxyquazNo ratings yet
- Fluid Dynamics LecturesDocument171 pagesFluid Dynamics LecturesstanculeanuNo ratings yet
- Tribological Performance of PEEK Composites Under The Lubrication of ILsDocument15 pagesTribological Performance of PEEK Composites Under The Lubrication of ILsJako MishyNo ratings yet
- Pub Insp Wtic (Sep 09) RevisedDocument2 pagesPub Insp Wtic (Sep 09) RevisedagitentNo ratings yet
- HW1 Solution PDFDocument6 pagesHW1 Solution PDFZuhair AliNo ratings yet
- R4V-R6V Uk-2Document9 pagesR4V-R6V Uk-2Zoran JankovNo ratings yet
- MATERI - 2 Saluran Komposite & GabunganDocument14 pagesMATERI - 2 Saluran Komposite & GabunganSandro Nainggolan BrabNo ratings yet
- Preventive Maintenance Program For Spherical Blowout PreventerDocument19 pagesPreventive Maintenance Program For Spherical Blowout Preventernjava1978100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- EPC Engineering Sequence PDFDocument1 pageEPC Engineering Sequence PDFveenaNo ratings yet
- Karman Institute: For Fluid DynamicsDocument27 pagesKarman Institute: For Fluid DynamicsMarcelo MartinezNo ratings yet
- Unit 2 UpdatedDocument54 pagesUnit 2 UpdatedJeancy MbolelaNo ratings yet
- Mid Question FluidDocument1 pageMid Question FluidSubrata DebnathNo ratings yet
- Synthetic Refrigeration Lubricants: Nycolube 7000 SeriesDocument2 pagesSynthetic Refrigeration Lubricants: Nycolube 7000 SeriesNIKS BHARDWAJNo ratings yet
- Lecture (1) Properties of Fluids: LecturerDocument28 pagesLecture (1) Properties of Fluids: LecturerILAYAPERUMAL KNo ratings yet
- HITACHI Hydraulic - Oil - 5000 - KO-EN092EUQ - 2014Document2 pagesHITACHI Hydraulic - Oil - 5000 - KO-EN092EUQ - 2014dnoaisaps67% (3)
- PhysioEx Exercise 5 Activity 3Document3 pagesPhysioEx Exercise 5 Activity 3lucisNo ratings yet
- ME183 Lectures 1LE Problem Solving Pages 31-38Document8 pagesME183 Lectures 1LE Problem Solving Pages 31-38Paul RodgersNo ratings yet
- Spe 113903 Pa PDFDocument7 pagesSpe 113903 Pa PDFPOOL SERVICES & SUPLLIESNo ratings yet
- Wet scrubber technology for air pollution controlDocument3 pagesWet scrubber technology for air pollution controlRoger FernandezNo ratings yet
- Ductulator May 2010Document8 pagesDuctulator May 2010haroub_nasNo ratings yet
- Bridges2020 PDFDocument68 pagesBridges2020 PDFHamed NazariNo ratings yet
- N2 Regulator and Gauges DatasheetDocument4 pagesN2 Regulator and Gauges DatasheetpavanNo ratings yet
- F12 Price Sheet Effective 1st October 2011Document84 pagesF12 Price Sheet Effective 1st October 2011Arunanshu MohantyNo ratings yet
- Bragg (1960)Document10 pagesBragg (1960)Process LibraryNo ratings yet
- GroundwaterDocument81 pagesGroundwaterCésar Augusto Niño CastroNo ratings yet
- 1b RAF60 IntroductionDocument3 pages1b RAF60 Introductionwhwy99No ratings yet
- ME2208 Fluid Mechanics and Machinery Lab ManualDocument54 pagesME2208 Fluid Mechanics and Machinery Lab ManualSenthil ArumugamNo ratings yet
- 06 Water and The HydrosphereDocument23 pages06 Water and The HydrosphereGeorgiana BălaşNo ratings yet